Что можно заклеить холодной сваркой
Клей может быть использован для обработки любых материалов.
Так, существуют составы, предназначенные для обработки деталей произведенных из металла. Такие материалы производят в соответствии с требованиями ГОСТ 2601-74.
Этот вид клеевого соединения может быть использован при создании или ремонте металлических конструкций вместо электродуговой сварки в следующих случаях:
- Когда существует вероятность возникновения коробления.
- Когда существует возможность появления существенных напряжений после выполнения электросварки.
- Когда деталь обладает крупными габаритно-весовыми параметрами.
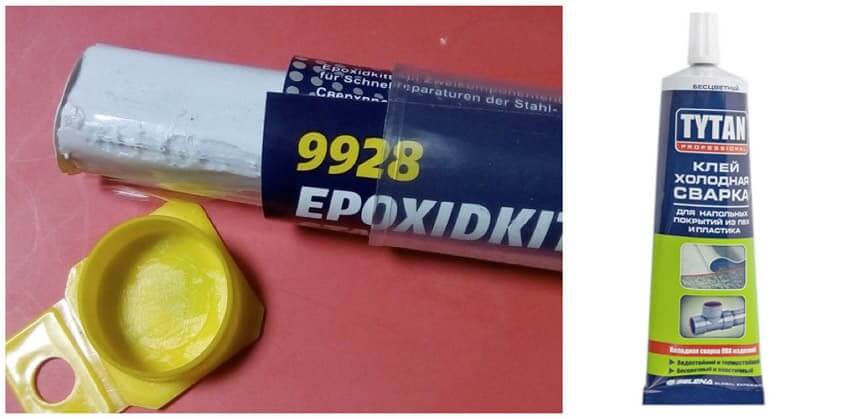
Другие составы ориентированы для работы с полимерами и их часто применяют для ремонта и восстановления систем водоснабжения, выполненных из пластика. Использование таких составов позволяет ускорить выполнение монтажных работ. Кроме этого, эти материалы обладают определенной стойкостью к повышенным температурам. К таким составам можно отнести TYTAN Professional.
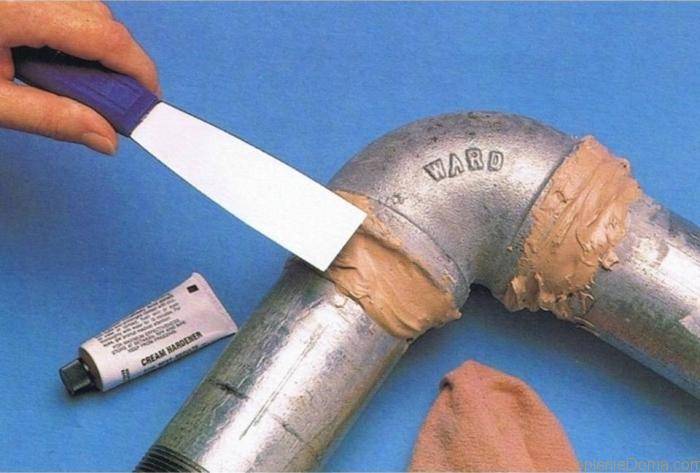 Склеивание труб холодной сваркой
Склеивание труб холодной сваркой
Клей этого типа применяют при проведении отделочных работ, например, при укладке линолеума. В частности его применяют для устранения стыков (швов).
Для этой операции можно использовать два метода – горячий и холодный. Использование клея позволит соединить полотна линолеума без изменения его цвета. Надо отметить то, что при правильном выполнении склеивания, можно обнаружить только при тщательном осмотре.
С помощью холодной сварки можно решить множество бытовых или производственных проблем. Например, устранение пробоины в металлической или пластиковой емкости, работающей под нормальным давлением. Можно смело сказать то, что этот материал является находкой для тех, кто изготавливает детали интерьера. Он позволяет соединять, казалось бы, несоединяемые материалы — металл и стекло, кожу и древесину и пр.
Виды холодной сварки
Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Чтобы увеличить прочность соединения деталей, применяются разные наполнители. В зависимости от характеристик свариваемых поверхностей используются мелкие металлические опилки, измельчённая до состояния пыли керамика и целлюлоза. Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
По консистенции различают:
- Жидкую сварку для металла — когда эпоксидная смола и отвердитель находятся в отдельных тюбиках. При необходимости содержимое в нужном количестве используется, а остаток ещё послужит — без потери качества, но с учётом требований к условиям хранения и срока годности. Повышает прочность соединения использование армирующей сетки.
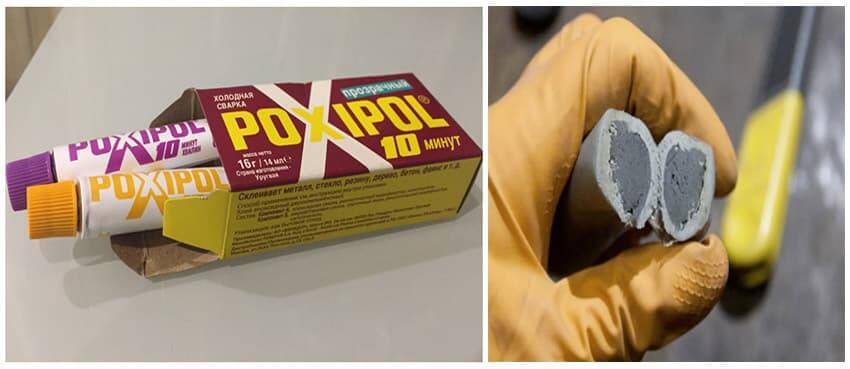
- Пластичную или сухую сварку для металла — когда в фирменной упаковке находится стержень из двух слоёв разного цвета. Отрезается нужное количество, и полученный «пенёк» разминается в руках подобно пластилину, а после этого наносится на подготовленную поверхность. Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Внимание!
В обоих вариантах имеет значение скорость использования подготовленной смеси
Она начинает застывать уже через три, или самое большее — через десять минут, так что все подготовительные работы выполняйте заранее! Важно обеспечить плотное, герметичное прилегание массы к поверхности. У каждой марки — индивидуальный срок высыхания, указанный в инструкции
Как работать с холодной сваркой по металлу
Основной порядок действий для работы с металлами следующий:
- Сначала подготовить склеиваемые детали. С поверхности, куда будет нанесен состав, удалить (до металла) следы ржавчины и окислов наждачной бумагой.
- Поверхность обезжирить и удалить следы влаги уайт-спиритом или ацетоном. Хотя клеящие составы можно использовать для скрепления мокрых поверхностей, самый крепкий шов получится, если деталь будет сухая и чистая. Быстро удалить влагу можно с помощью фена.
- Подготовить смесь в соответствии с инструкцией производителя. Чтобы избежать прилипания клеевой массы к рукам, их можно смочить водой. Еще удобнее использовать тонкие перчатки.
- Отрезав от тубы с составом кусок нужной величины, тщательно размять его до образования однородной массы, по консистенции напоминающей пластилин. Срез сделать под углом 90°, чтобы избежать перемешивания отвердителя со смолой.
- Полученную субстанцию нанести на поверхность, аккуратно разровняв и дождавшись полного застывания состава. Для заделывания крупных отверстий применяется металлическая накладка, которая фиксируется на поверхности рабочим составом.
- При необходимости зачистить шов абразивными материалами и покрыть краской.
Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.







.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.
Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.
.
Холодная сварка для пластика позволяет легко получать качественное соединение.
ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.
.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.
Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Техническая информация о продукции отдельных брендов
Производством холодной сварки занимаются фирмы по всему миру. Они отличаются не только страной изготовителем и брендом, но и характеристиками.






Родина бренда эпоксидного клея-пластилина Контакт – Россия, а производится товар в Китае. Холодая сварка, была разработана для соединения сплавов и металлов. В ее состав входят два основных компонента: отвердитель и эпоксидная смола. С помощью клея-пластилина Контакт можно герметизировать соединения и возвращать форму деталям. На нее не оказывает влияния вода и растворители. Сварка для металла может держать температуру от -30 до 160 градусов. Гарантия клеящей массы – 12 месяцев. Качества, при правильной дальнейшей эксплуатации, спустя время не меняет. Смешивается клей-пластилин руками в защитных перчатках. Не дает результата для таких материалов, как тефлон и полиэтилен. Помимо сплавов и металлов, можно склеивать древесину, бетон, стекло, фарвор.
Для надежного соединения различных материалов подходит – «Эпокси-титан» российского производства. Состоит из двух компонентов: эпоксидная смола и отвердитель. Выпускается в виде вязкой жидкости, которая подходит для металлов, керамики, пластмассы, драгоценных изделий. Эффективно работает для различных отверстий и трещин. Состав устойчив к вибрации, бензину и кислоте. Для застывания при 20 градусах, этой холодной сварке нужно 3-4 часа. Выдерживает высокие температуры (до 1200 С).
Американская холодная сварка Hi-Gear быстрая сталь – это двухкомпонентная клеящая масса (шпатлевка) с металлической крошкой. Применяется во время работы с пластиком, деревом, металлом, чугуном, камнем и другими материалами. У этой холодной сварки температура эксплуатации может доходить до 260 градусов. Используется также для ремонта транспортных средств.
Металлопластилин алюмонаполненный KR-115 – это состав с повышенной вязкостью, состоящий из двух компонентов. Подходит для сваривания цветных металлов. Обычно используется для профессионального ремонта деталей авто и восстановления бытовых изделий. На KR-115 не оказывает воздействие бензин и вода. Отвердевание массы начинается в течение перового получаса. Может подвергаться длительной заморозке, без потери эффективности.
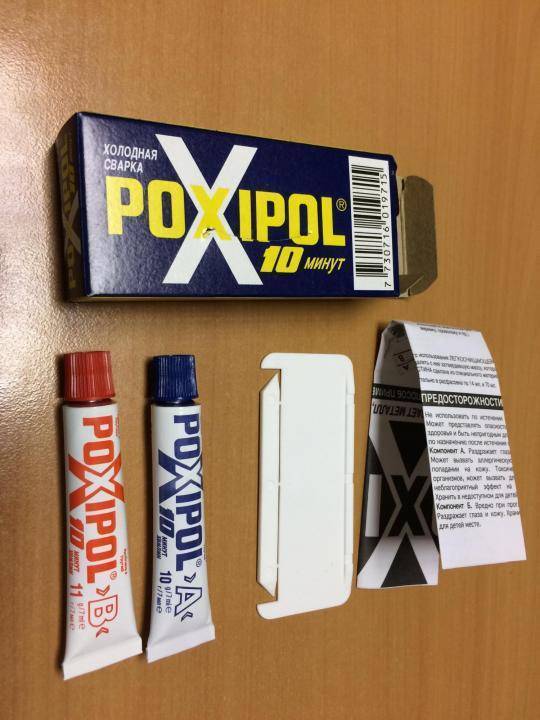
Poxipol – это средство из двух компонентов, которое выпускается в двух цветах – прозрачный и обычный. Стоимость в разных интернет магазинах на тюбики массой 16-25 гр., варьируется от 250 до 450 рублей. Poxipol используется для склеивания гранита, железобетона, металлов, древесины, мрамора и т. д. Чтобы дождаться первичного высыхания, достаточно 15-20 минут. Вместе со средством производители кладут в упаковку специальные подносы, на которых можно смешивать двухкомпонентную массу.
Сухая холодная сварка Abro может выдержать температуру до 260 градусов. Этим составом можно ремонтировать деревянные, металлические, стеклянные и керамические изделия. Часто Abro используется механиками и любителями машин, чтобы починить детали кузова, топливные баки и многое другое. Также активно применяется в сантехнических целях, из-за способности расширяться в процессе затвердевания.
Далеко не все холодные сварки, которые представлены на строительном рынке, отличаются надежностью и качеством. Поэтому стоит выбирать проверенные варианты.
Составы, описанные выше, имеют множество положительных отзывов пользователей. Убедиться в этом можно легко, достаточно ввести название товара в поисковике.
Использование и безопасность
Общие правила
При использовании жидкой ХС применяют следующие меры безопасности:
• работа в спец. костюмах и перчатках. При попадании жидких ХС на кожу тщательно промыть водой, при необходимости – к врачу;
• перед использованием твёрдых ХС смочить руки, предотвращая прилипание к ним ХС;
• работать в респираторе, в хорошо проветриваемом помещении;
• нельзя склеивать предметы, которые будут контачить с продуктами питания;
• не подвергать ХС воздействию солнца;
• застывающую массу подогревают возле батареи полчаса.
.
Холодная сварка инструкция по применению:
1.Устранить загрязнения, при необходимости промыть с щёткой, просушить.
2.Обеспечить некоторую шероховатость поверхности.
3.Зачистить место будущего шва наждачкой, обезжирить.
4.Деревянные поверхности предварительно обработать антисептиком.
5.ХС наносится только на присоединяемую деталь.
6.Изучить инструкцию по применению состава, обращая внимание на срок замешивания.
7.Приготавливается состав:
• содержимое туб А и В смешивается (10 минут) в достаточном и равном количестве (от 150 до 300 г/м2) с использованием прилагаемых в комплекте лопатки и пластины, не склеиваемых смолой (перед самым употреблением);
• перемешивать до однообразной массы;
• при смешивании жидких ХС размешивать до однородности цвета смеси.
8.Склеивание:
• поверхности соединяются на 2 минуты, в это время возможна корректировка склеиваемых поверхностей;
• через 10 минут запрещается корректировка;
• полное застывание происходит в течение суток, но обработку, крепёж на склеенных поверхностях производить не ранее чем ещё через сутки.
Покраску можно производить после первых суток.
.
Особенности ремонта изделий
Выше перечислены многочисленные варианты ремонта различных материалов и изделий. В дополнение: обязательно читать инструкцию по применению конкретного состава. Ремонт сложного изделия лучше рассмотреть на примере:
Ремонт радиатора
• использовать подходящий именно для радиатора состав, в крайнем случае использовать термостойкий клей для металла. Иначе при нагреве радиатора заплатка отскочит;
• для определения протечки может понадобиться снять радиатор. Подобная процедура актуальна для многих сложных изделий;
• хотя и не обязательно, но лучше воду слить;
• аналогично с просушкой радиатора: не обязательно, но желательно;
• дальше стандартные процедуры по зачистке, обезжириванию поверхности для нанесения ХС;
• возможно использование как твёрдой ХС, так и жидкой, применение стандартное, описанное выше;
• сушка от часа до суток.
.
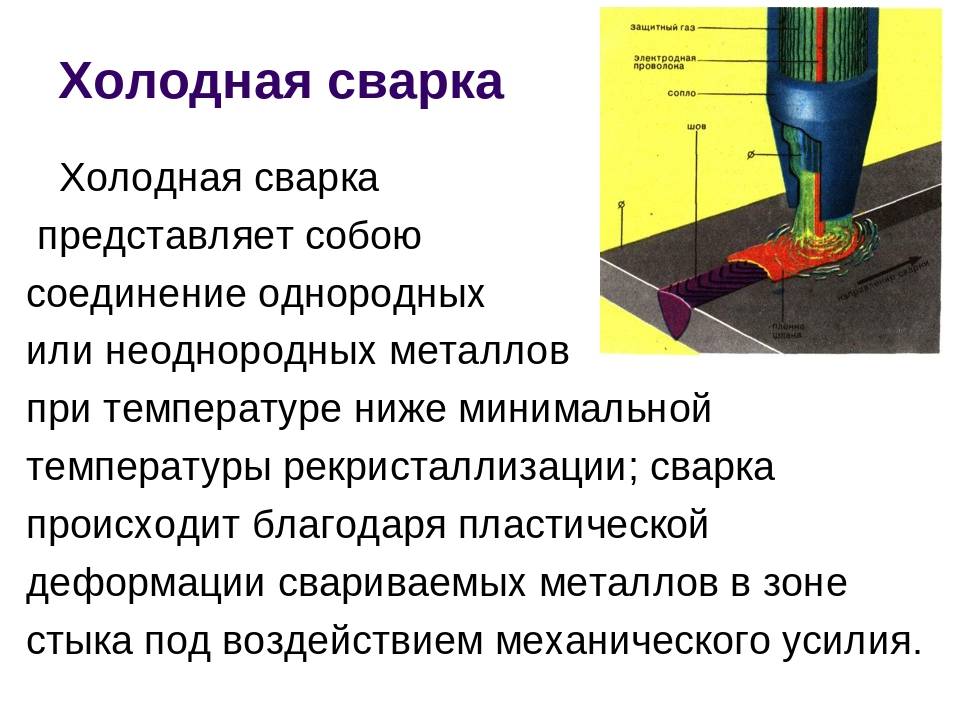
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: “Это что-то магическое”. На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Как пользоваться холодной сваркой
Использовать холодную сварку для металлов (инструкция к клею прилагается) может любой начинающий мастер. Здесь нет сложных операций и хитрых инструментов. Все, что вам потребуется, это:
- сам клей;
- ацетон для зачистки поверхностей соединяемых металлов;
- зажимы, струбцины (не всегда нужны);
- наждачная бумага, если необходима грубая зачистка.
Технология работы с холодной сваркой
- Подготовительный процесс, в который входит зачистка поверхностей двух соединяемых деталей. Их обезжиривание ацетоном. Нужно добиться, чтобы поверхность стала шероховатой, поэтому используйте крупнозернистую наждачку.
- Если для соединения используется жидкий клей, то его надо смешать с отвердителем. При этом обычно выделяется температура. Если используется «пластилин», то перед нанесением его надо руками хорошо размять.
- В рабочем состоянии клей держится не более трех минут, поэтому его быстро нужно нанести в зону сваривания.
- После чего два металлических изделия соединяются между собой. Для создания давления можно использовать зажимы, хотя это необязательное условие.
Сколько сохнет холодная сварка? Все зависит от ее состава и производителя, но диапазон достаточно широкий: от 1 часа до 8.
Вот такая простая технология, которая отвечает на вопрос, как работает холодная сварка. Если строго следовать инструкции, то сварочный шов должен получиться прочным. Не стоит заниматься самодеятельностью, которая обязательно приведет к нарушению характеристики холодного соединения, для чего и прилагается инструкция.





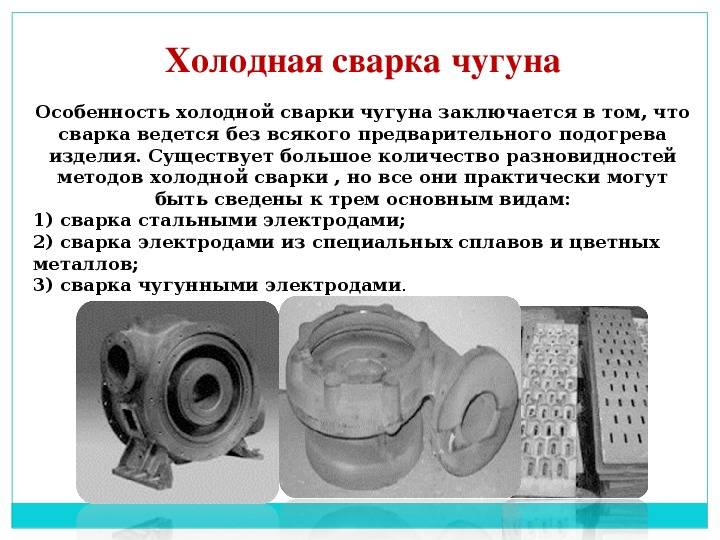
Когда дело касается холодной сварки для чугуна, то в большинстве случаев клеевой состав не применяется. Здесь совершенно другие сварочные технологии, в которых используются электроды, но нагрев металла не производится. Технология холодной сварки чугуна на самом деле очень сложная, и ее неопытному сварщику самостоятельно не провести. Клеевой состав можно использовать для мелкого ремонта или временного решения проблемы.
Состав и свойства
Чтобы понимать с чем придётся работать, нужно знать характеристики и состав холодной сварки. Состав:
- Эпоксидная смола — главный элемент клеящей массы. Только благодаря ей, можно соединить различные материалы.
- Металлическая крошка (пудра). Благодаря этому наполнителю, после застывания масса становится прочной. Дополнительно к этому, повышаются защитные свойства в плане перепадов температуры.
- Дополнительные элементы. Существуют различные виды холодной сварки, которые обладают разными характеристиками. На эти показатели влияют, добавленные в состав, химические элементы и вещества.
Средство выпускается в готовом виде или вместе с отвердителем. Готовая холодная сварка представляет собой пластилинообразный брусок или цилиндр, который перед нанесением требуется размять в руках. Эпоксидная смола с отвердителем продаётся в жидком виде. Что касается отвердевшего шва, прочность склейки напрямую зависит от входящих в состав эпоксидной смолы компонентов.
При проведении быстрого ремонта, важно знать, сколько высыхает клей и, когда можно начинать дальнейшие работы. Большинству видов холодной сварки для отвердения достаточно 2–3 часов
Однако, полное застывание происходит за 24 часа.
Касательно температуры, которую выдерживает готовый шов, все зависит от дополнительных компонентов. Классические эпоксидные смолы после затвердения сохраняют связывающие свойства при температуре до 260 градусов. Специализированные составы способны выдерживать нагревание до 1316 градусов.
Основные виды и классификация
Отдельные марки лучше выдерживают высокую или низкую температуру, другие быстрее застывают. Чтобы подобрать вариант с нужными техническими характеристиками, следует знать основные виды.
Деление по агрегатному состоянию
Основной признак, по которому делятся изделия — агрегатное состояние. Возможны следующие варианты:
- Два тюбика или флакона. Внутри — жидкая или полужидкая масса. В одном флаконе, тюбике — клей, во втором — наполнитель. Их необходимо смешать в нужной пропорции по инструкции.
- «Брусок», напоминающий пластилин. Иногда тоже включает два компонента. Хотя в большинстве случаев это однородная масса.
Сфера применения
Виды выделяют и в зависимости от той области, где используется. Составы бывают:
- Универсальными. Подходит такая холодная сварка для керамики, металлов, пластмассы, дерева и пр.
- Специализированными. Предназначены для конкретной работы, материала. Например, есть марки для разных металлов, сплавов. Это клеи, в составе которых есть порошки этих металлов. Среди компонентов можно встретить, например, частицы алюминия, стали и пр.
Специальных холодных сварок — много. Например, сюда относятся:
- Марки для ремонта оборудования, допустим, холодная сварка для силумина. Дополнительно включают металлический порошок для «сцепления» поверхностей, полимеры и присадки для устойчивости к агрессивным средам, например, кислотам. Такие клеи лучше справляются с механическими нагрузками, хорошо переносят вибрации. Незаменимы в экстренных ситуациях: можно вылепить копию недостающего болта для автомобиля и дотянуть до ближайшего сервиса.
- Водостойкие марки. Обычно они состоят из двух компонентов. Устойчивы к влаге, некоторые виды могут наноситься на мокрую поверхность, например, на протекающую трубу. Если производитель указывает, что средство предназначено для ремонта сантехники, то оно должно быть водостойким. Чаще бывают в полужидкой или жидкой форме для удобства нанесения.
- Термостойкие. С ними можно работать там, где универсальная сварка потрескается. Обычно выдерживают температуру более + 150 °C и ниже -20 °C.
- Герметики. Используются, например, когда требуется залепить резьбовое соединение. По показателям прочности нередко уступают другим видам.
Склеиваем сваркой трубы отопления
При использовании холодной сварки для труб отопления, необходимо учитывать, что применять следует специальный термостойкий состав. Если пренебречь этим требованием, то уже при первом повышении температуры сварочный шов возьмется трещиной, и продолжит сочиться вода из системы.
Для ремонта системы отопления в случае возникновения течи необходимо использовать сухой тип холодной сварки. Принцип его применения для ремонта металлических труб отопления имеет следующий вид:
- Из системы нужно слить воду. Если место нанесения вещества будет влажным, то говорить о качестве в таком случае не приходится
- Обязательно произвести зачистку места ремонта от удаления краски и ржавчины, а также выполнить обезжиривание
- Просушить поверхность
- Замешать холодную сварку, и тщательно приклеить необходимое количество вещества для герметизации прохудившейся части трубы
- Дождаться высыхания, и только после этого можно наполнять систему водой

Использование клеящего состава для заделывания мест повреждения стальных труб отопления предусматривает соблюдение таких рекомендаций:
- Толщина сухого состава должна быть незначительная, так как от нее зависит качество приклеивания вещества
- Диаметр места повреждения должен быть не более 5-6 мм. Чем больше диаметр отверстия, который заклеивается холодной сваркой, тем ниже надежность такого соединения. Если необходимо заделать большое отверстие холодной сваркой, то рационально воспользоваться металлической латкой
- После высыхания материала можно произвести окрашивание поверхности трубы
Надо также понимать, что заделывать таким способом можно отопительные и водопроводные трубы с незначительным давлением до 1 атмосферы. Чем больше давление, тем ниже эффективность применения рассматриваемого вещества. Аналогичным способом можно заделать не только трубы отопления, но еще и батареи. Ниже показано видео, по которому видно, что перед тем, как производить ремонт системы отопления или водопровода, находящихся под давлением, нужно хорошо подумать.






