Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
Порошковая окраска металла: правила и рекомендации
Процесс подготовки металлических деталей к покраске
При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
- Используйте порошковые материалы проверенных производителей.
- Без правильного заземления металлического изделия нарушается электростатический механизм удержания и распределения порошковых материалов на поверхности. Поэтому необходимо следить за состоянием подвесных крючков, обеспечивающих заземление деталей. Следует предусмотреть технологическую операцию очистки крючков и контроль цепи заземления.
- Напыление порошковых материалов необходимо производить минимально необходимым количеством воздуха. Чрезмерная подача воздуха приводит к:
- перерасходу краски;
- повышенному износу оборудования;
- нарушению технологии электризации частиц порошка;
- изменению гранулометрического состава краски;
- ухудшению видимости в окрасочной камере.
Качественное покрытие получают при использовании воздуха нужной кондиции
При этом следует уделять внимание не только отсутствию пыли, но и содержанию в воздухе влаги и масла. Необходимо использовать соответствующие фильтры до подачи воздушной смеси в оборудование
В качественном воздухе:
- размер твёрдых частиц не превышает 0,3 мкм;
- точка росы не превышает 4 °С (т.е. при 20 °С влажность не более 35%);
- содержание масла не более 0,1 промилле.
Оборудование для порошковой окраски
- При повторном использовании порошковых материалов учитывается изменение исходного состава, прежде всего гранулометрического. Не следует превышать количество допускаемых добавок регенерированных материалов в исходные порошки. Тщательно гомогенизируйте смесь порошков перед использованием.
- Не допускайте смешивания краски различных цветов и видов. При переходе на другую краску необходимо тщательно очистить всё оборудование. Желательно иметь для каждой используемой краски отдельные расходные бункера и шланги.
- Без подготовки поверхности не получите качественного покрытия. При этом следует учитывать назначение и условия эксплуатации изделия. Раму велосипеда надо подготавливать несколько иначе, чем элементы офисного стола. Небрежная подготовка приводит к:
- поверхностным дефектам покрытия;
- отслоению краски;
- преждевременному разрушению покрытия в агрессивной среде.
- Стоимость исходного порошка не определяет реальную экономичность покрытия. Следует учитывать:
- расход материалов на единицу площади поверхности;
- долговечность покрытия;
- устойчивость к воздействию вредных условий;
- внешний вид.
- Учитывайте условия хранения порошковых материалов. Повышенная температура может снизить как технологические характеристики порошка, так и эксплуатационные свойства покрытия. Используемая тара должна быть водонепроницаема из-за высокой гигроскопичности материалов. Обычно рекомендуемая температура в складе не должна превышать 25…28 °С, влажность не более 50%.
- Строго соблюдайте рекомендуемую технологию «спекания» порошка. Следует учитывать, что температура воздуха в рабочей зоне печи является косвенной характеристикой техпроцесса. Работа установки должна обеспечивать равномерный прогрев металла изделия до оптимальных температур. В зависимости от вида материала и массы изделия оптимальная температура воздуха и время выдержки могут меняться и отражаются в инструкции.
- Своевременно выполняйте технические регламенты по поддержанию работоспособности оборудования участка. Профилактическое обслуживание, включая регулярную очистку, осмотр, ремонт и замену компонентов, является основой безупречной работы и получения качественной продукции. Используйте запасные части оригинальных производителей. Хорошо зарекомендовало себя оборудование компании TESLA.
Сушка окрашенной детали в печи
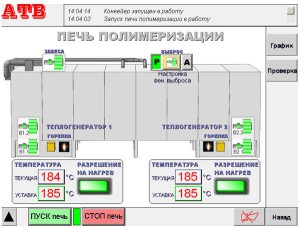
Система управления окрасочным комплексом.
В сушильной печи должна поддерживаться температура в 200°С. В таких условиях окрашенная поверхность сохнет в течение 40 минут – 1 часа. В качестве печи можно использовать любой сушильный шкаф, главное, чтобы температура нагрева была подходящей. Чтобы действовать наверняка, рекомендуется утеплить печь изнутри минеральной ватой или асбестом. Также необходимо создать в печи небольшое движение воздуха.
Если вы решите сделать сушильную установку в гараже своими руками, отлично подойдут обычные ТЭНы.
Что еще можно покрасить порошковой краской?
Порошковая покраска сегодня применяется не только для автомобильных деталей, но и для металлических корпусов холодильников и микроволновых печей. При использовании низкотемпературного порошка таким способом можно покрасить и плиты МДФ.
Краска-порошок пригодна и для окрашивания алюминиевых поверхностей, причем создавать напряжение в этом случае необязательно. Если покраска ведется в заводских условиях, алюминий обрабатывают специальными химикатами, а затем наносят порошок и отправляют на сушку.
Виды порошковых красок
Наиболее широко используются термореактивные краски. (80% от всего объёма). Готовое покрытие образуется после значительных химических преобразований, и становится неплавким и нерастворимым.
Термопластичная краска работает без химических реакций при нанесении, только под действием температуры. Частицы красящего порошка сплавляются в плёнку, затем расплав охлаждается. Так как состав затвердевшего покрытия соответствует составу исходного материала, возможно вторичное использование после повторного плавления. В качестве плёнкообразователей применяются полиэфиры и олигомеры нейлона и винила.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки),
- источник постоянного напряжения (около 25 кВ),
- распылитель порошковой краски (пистолет),
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба,
- негорючая теплоизоляция (плита базальтовая),
- листовой металл (можно заказать по размерам),
- тангенциальный вентилятор,
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
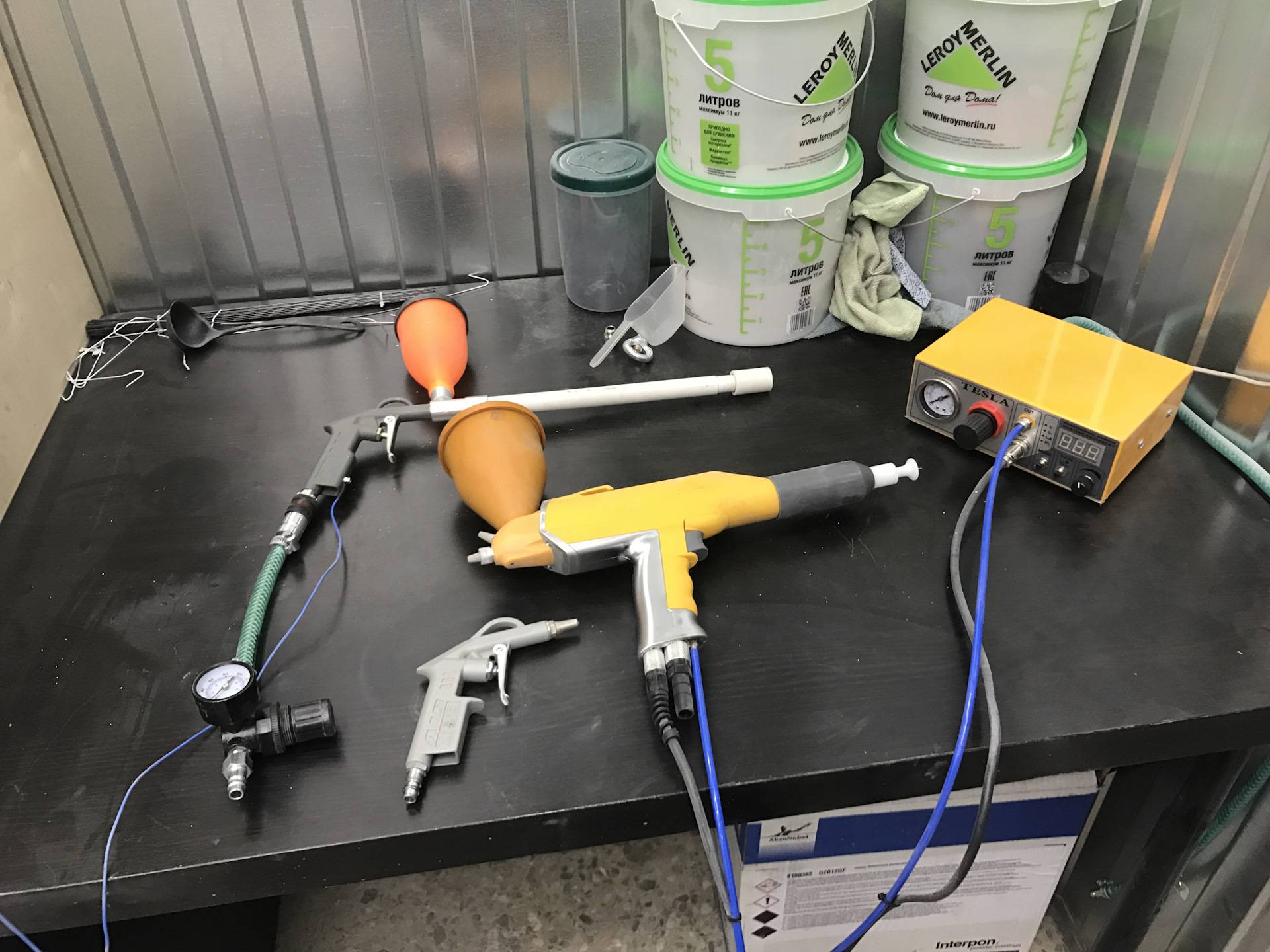
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.








Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику
После всех манипуляций получается вполне приличный пистолет.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Процесс нанесения порошкового состава
После завершения подготовительных работ и перед покраской суппортов порошковой краской, переходим непосредственно к нанесению состава. Для этого изделие помещается в камеру, которая имеет несколько приоритетов перед окрашиванием непосредственно в гараже:
- улавливает частицы порошка и препятствует их распространению по всему гаражу;
- обеспечивает утилизацию отходов, которые не успели осесть на окрашиваемой поверхности;
- обеспечивает хорошую фильтрацию.
Можно выполнить покраску суппортов или дисков непосредственно на автомобиле, не выполняя демонтажа. Это несложная операция, но при её выполнении существует риск попадания краски на соседние детали, которые окрашивать не требуется. На качество результата влияют погодные условия и направление ветра.
Технология окрашивания состоит из таких шагов:
- Окраска в домашних условиях начинается с подготовки красящего вещества. Для достижения нужного оттенка берут порошки нескольких цветов и смешивают.
- Подготавливаем респиратор, перчатки и очки для защиты от воздействия состава.
- После того как выполнено напыление первого слоя, оставляем его для просушки. Первый слой никогда не получается идеальным. Толщина слоя порошковой краской создаётся не слишком большая, поэтому однократного нанесения недостаточно.
- Количество слоёв может быть различным, от 4 до 10. Наносить следует до тех пор, пока толщина покрытий порошковой краской не станет идеальной.
- Полимерное покрытие наносится с помощью распылителя, который располагают во время процесса на расстоянии 25–30 см от окрашиваемой поверхности.
Технология порошкового покрытия
Для создания защитного покрытия применяются полимерные порошки. Они наносятся равномерным слоем на поверхность изделия. Затем происходит их полимеризация при заданной температуре. Эту стадию процесса осуществляют в особой печи.
Процесс требует некоторых предварительных действий. Сначала необходимо подготовить поверхность к нанесению защитного слоя. На этой стадии удаляется грязь с поверхности, окислы металла, происходит обезжиривание. Улучшения сцепления наносимого слоя добиваются фосфатированием.
После предварительной обработки детали, на нее наносят порошок. Это происходит в камере. На последней стадии деталь поступает в печь, где формируется защитная пленка.
Существенные объемы выпускаемой продукции предполагают применение транспортных систем. Они позволяют перемещать окрашиваемые детали, в том числе крупногабаритные. Только транспортные системы в состоянии обеспечить непрерывность производственного процесса. Это позволяет нарастить мощности производства.
1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.
Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
Металлические субстраты | |
|---|---|
Тяжелое, транспортное и сельскохозяйственное машиностроение | Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
Приборостроение, электротехническая, радио- и электронная промышленность | Трансформаторы, конденсаторы, приборы, инструменты |
Производство товаров народного потребления, бытовой техники | Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
Строительство | Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
Неметаллические субстраты | |
Строительство | Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
Производство товаров народного потребления | Декоративные керамические изделия, изделия из пластмассы, древесины |
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Технология производства порошковых красок
Технологии, используемые при производстве материалов:.
- Сухого смешивания термопластичных ингредиентов. Для приготовления мелкодисперсной композиции не требуется специальное оборудование, но недостатком методики является нестабильное соотношение компонентов. При сухом смешивании невозможно получение качественных смесей при использовании добавок с малым процентным соотношением. В процессе хранении происходит расслоение красок, перед применением требуется повторное перемешивание пудры.
- Соединения компонентов в расплаве позволяет получить однородные составы, обладающие стабильным составом. Для приготовления порошка требуется специальная оснастка, что негативно влияет на стоимость продукта. Технология используется для получения термореактивных красок, но встречаются и термопластичные, полученные путем расплавления ингредиентов.
Нанесение краски
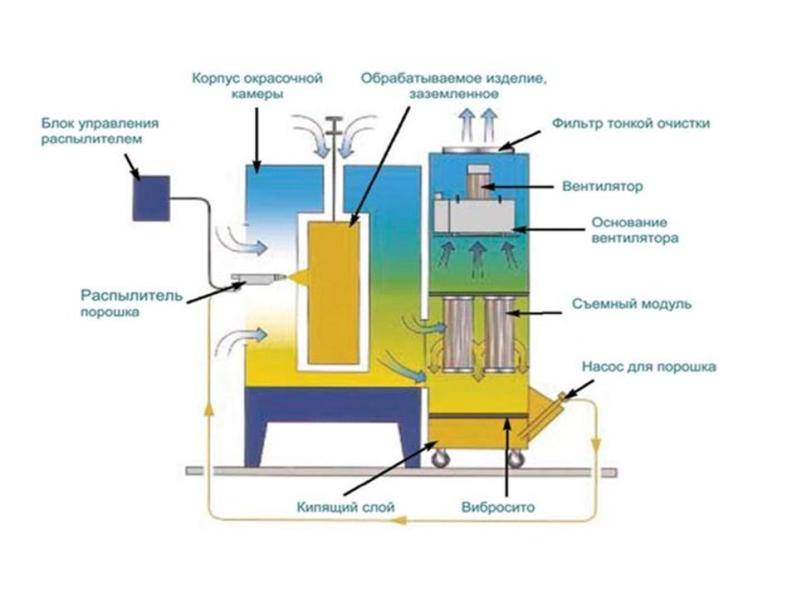
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.








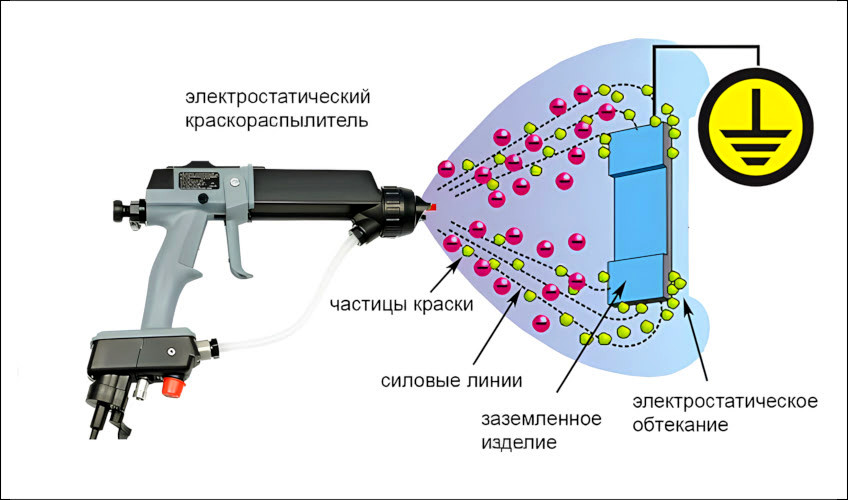
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
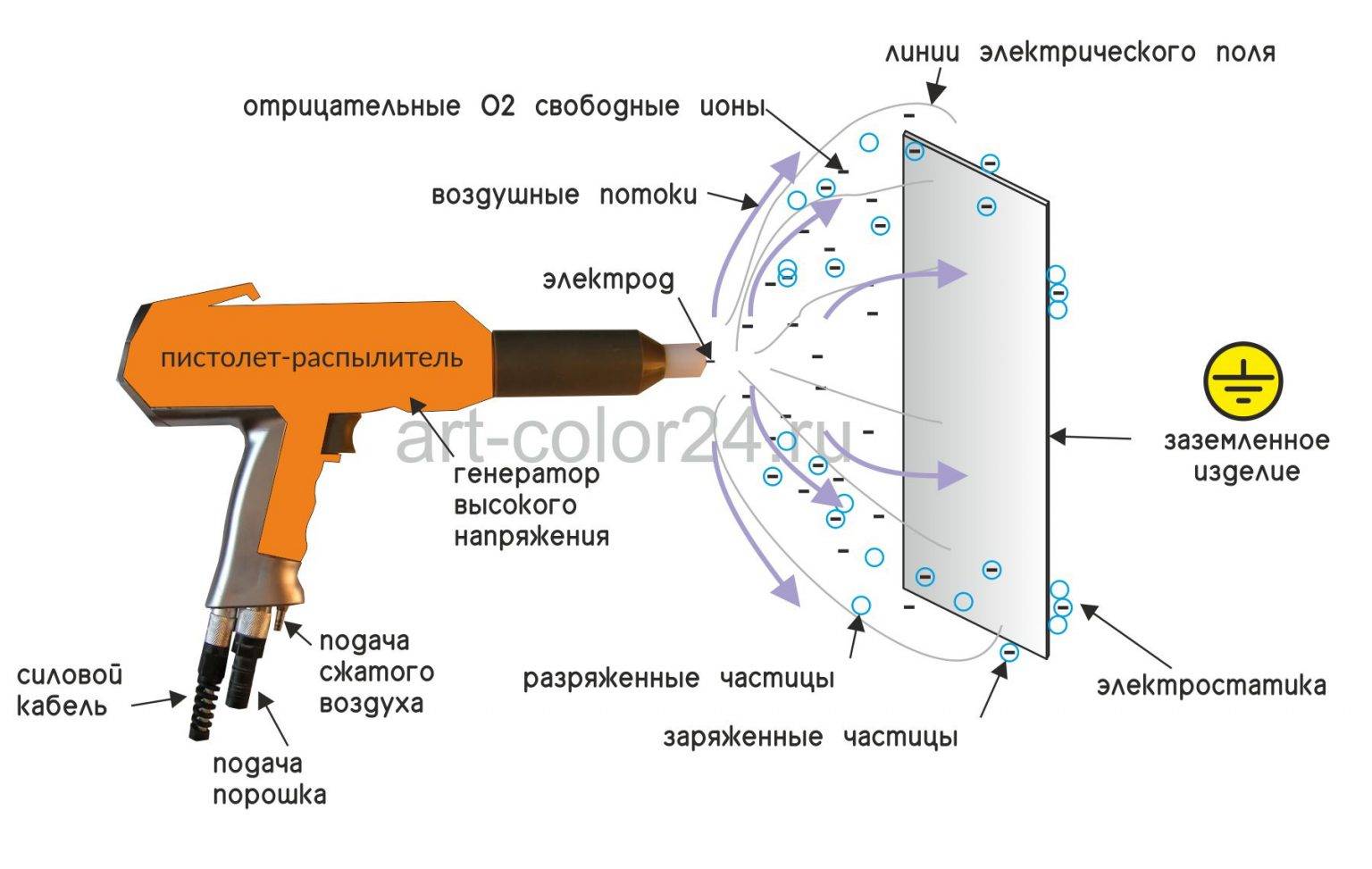
Электростатическое нанесение порошковой краски, особенности и виды

В промышленности используются два вида электростатического напыления: с зарядом частиц полем коронного разряда («корона»), или трибостатическое напыление, при котором частицы заряжаются трением о стенки напылителя. 1. Электростатическое нанесение Метод окрашивания коронарным зарядом требует высоковольтного оборудования. Коронный разряд ионизирует воздух, при прохождении через ионизированный слой краска электризуется. При использовании этого способа могут появляться непрокрашенные участки в отверстиях изделия. Краска прежде всего, осаждается на выступающих его частях, следовательно, изделие, имеющее сложную конфигурацию, может быть окрашено неравномерно. 2. Трибостатическое нанесение Это нанесение краски с помощью воздушного потока, и удерживание её на окрашиваемой поверхности за счёт заряда, который частица получает при трении о диэлектрик – фторопласт. Из него изготавливаются рабочие узлы краскораспылителя. Трибостатические установки для окрашивания имеют меньшую стоимость. Однако не любые краски можно зарядить трением достаточно сильно. Необходимо отбирать подходящие, или использовать специальные добавки. Недостаток метода — быстрый износ пистолета, используемого для окрашивания. Но пазы и углубления прокрашиваются таким способом результативнее. Дополнительный источник питания при таком способе не нужен, поэтому его себестоимость намного ниже. Кроме того, исключается риск возгорания от случайно возникшей искры. Нанесение оптимально для изделий сложной формы. Но нужно учесть, что степень электризации не так велика, и производительность у такого способа примерно в два раза ниже. Эффективность будет определяться размерами и формой деталей, а также временем, затраченным на саму операцию. При трибостатическом способе нанесения порошкового покрытия скорость воздушного потока в камере не должна превышать 0,3 м/сек, это даст возможность избежать влияния турбулентности на равномерность нанесения.
Порошковый метод окрашивания — экологичное нанесение прочного и эстетичного окрашенного слоя, выполняющего защитную функцию. Сложность лишь в необходимости обязательного соблюдения всех технологических параметров, что предполагает наличие сложного оборудования или целой производственной линии. Компания Евро-Декор уже много лет на рынке порошковых красок, мы поставляем качественную продукцию производственным организациям и несмотря на то, что сами не занимаемся окрашиванием можем порекомендовать наших партнеров.
Источник
Подготовка поверхности
Этот этап считается самым важным. Технология порошковой покраски металлических изделий подразумевает полную очистку поверхности от ржавчины и загрязнений. При наличии даже мельчайших следов коррозии покрытие просто осыплется.
Зачищать поверхность следует наждачкой или металлической щеткой до блеска, так, чтобы не осталось не одного, даже мельчайшего ржавого пятнышка. Для удаления значительного слоя коррозии используют травление соляной или серной кислотой. Старый слой краски или чернение также полностью удаляются. Для этого используются специальная смывка.
После полной зачистки металл необходимо обезжирить растворителем. Далее для увеличения адгезии (сцепления с краской) поверхность грунтуют. Последний этап – пассивирование, то есть обработка смесью натрия и нитрата хрома для защиты от коррозии.
Приступаем к покраске
И вот, место подготовлено, оборудование установлено и наступает момент, ради которого все это создавалось – покраска.
Однако и тут есть к чему подготовиться, ведь порошковая покраска в домашних условиях не означает покраску в домашней одежде.
Самое важное при порошковой покраске своими руками это защита дыхательных путей и глаз. Для этого подойдет молярный респиратор и обычные, прозрачные, защитные очки
Эти меры предосторожности связаны со спецификой порошковой краски и ее способностью очень быстро заполнить все пространство вокруг себя, а ее попадание на слизистые оболочки — может привести к серьезным последствиям. Также имеет смысл защитить руки, для чего могут подойти даже медицинские перчатки
Также имеет смысл защитить руки, для чего могут подойти даже медицинские перчатки.
В остальном все направлено на поддержание чистоты в помещении, поэтому рекомендуется использовать белый малярный комбинезон, а так же бахилы.
После облачения во все вышеуказанное, можно приступать к выполнению работы. В зависимости от материала, формы и размеров изделия — существуют определенные нюансы в работе.
Обычно они связаны с уровнем давления и с используемыми насадками для пистолета.
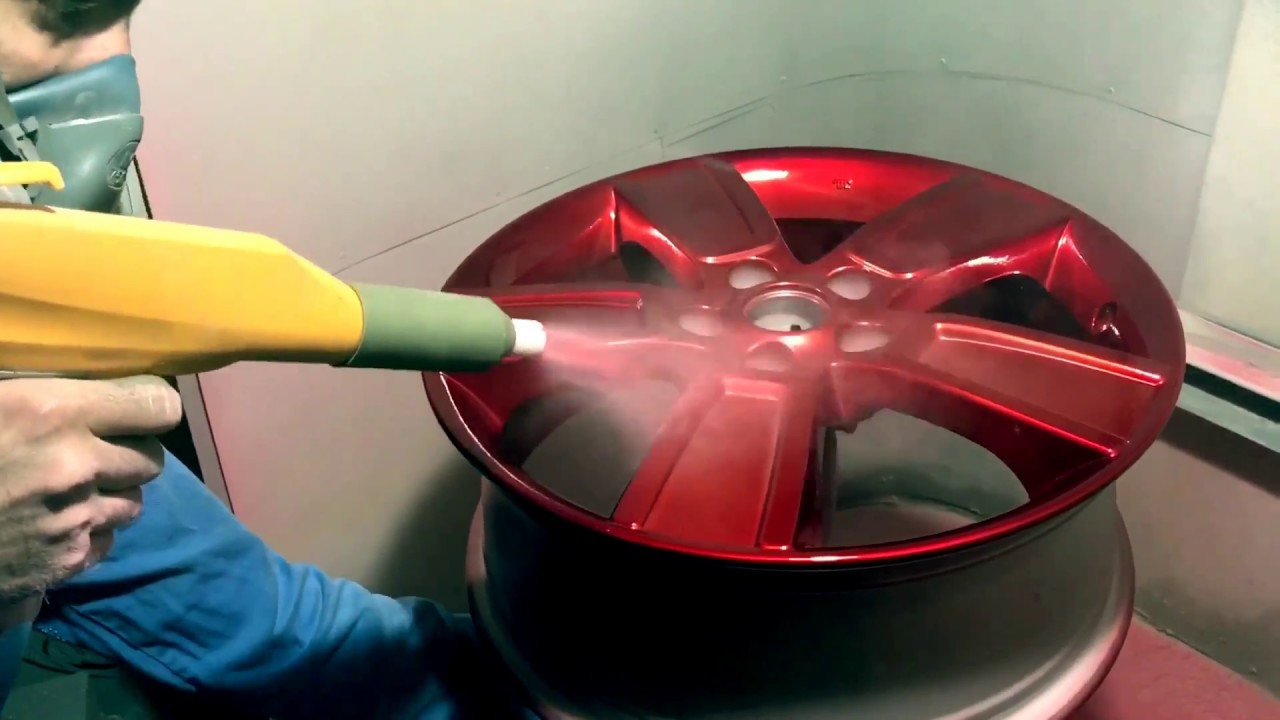
Например, порошковая покраска дисков своими руками — процесс очень легкий и требует скорее кропотливости и внимания к деталям, нежели особых навыков.
Видео:
https://youtube.com/watch?v=aIijGhoZ4wo
В этом плане проще всего работать с корпусом автомобиля – простые линии, большое пространство и в процессе окраски рука успеет привыкнуть и опыта будет достаточно для последующих экспериментов.
Еще один момент, который следует отметить, связан с областью применения порошковых покрытий.
Чаще всего требуется порошковая покраска металла своими руками, а любой металл — достаточно привередлив в плане обработки и покраски.
Перед началом подобных работ необходимо полностью избавить помещение от пыли, а так же использовать лампы дневного света закрытого типа.
Краска должна наноситься минимум в три слоя, притом — первый должен быть грунтовочным и иметь белый или черный цвет (выбор зависит от итогового цвета — будет ли он темный или светлый).
После полного высыхания грунтовочного слоя можно приступать непосредственно к покраске.