Инструкция по проведению сварочных работ
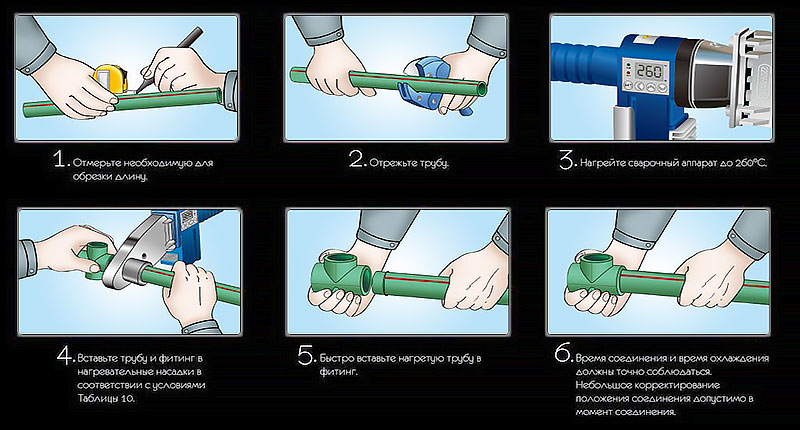
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
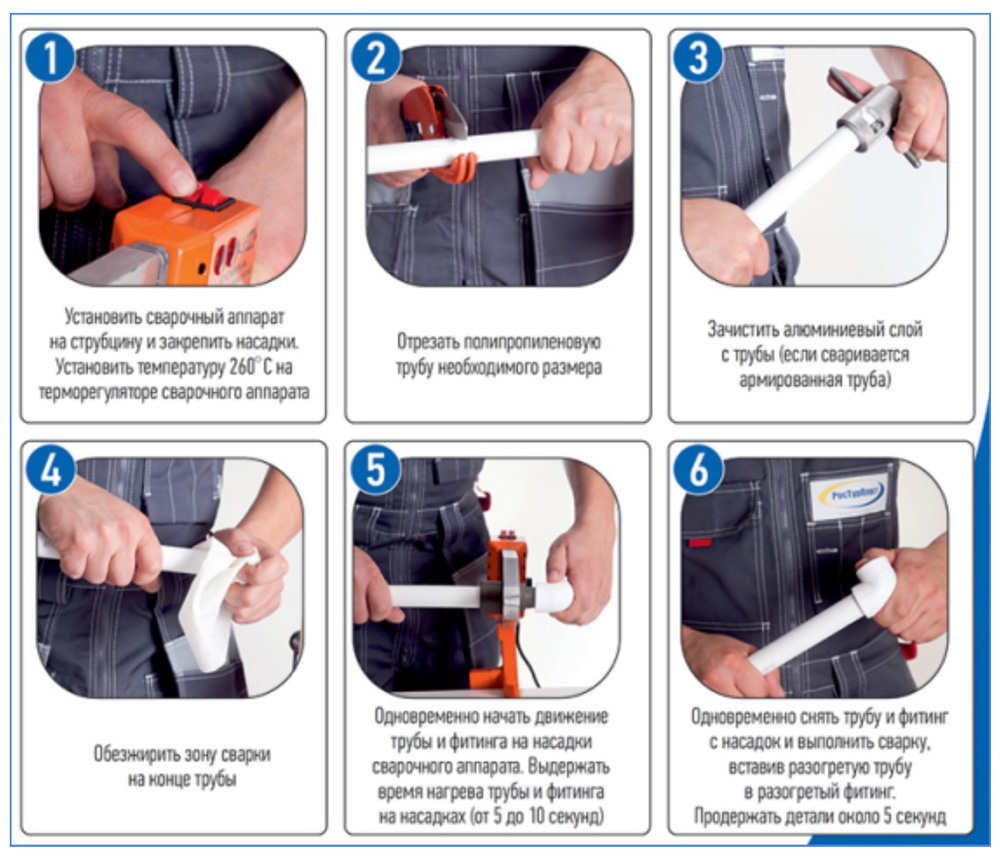
Подготавливается рабочее место, материалы и инструменты. Паяльник устанавливается на штатив и оснащается насадками нужного размера. Насадки обрабатываются обезжиривающим раствором. Прибор подключается к сети, на индикаторе загорается красная лампочка. На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе. Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают. На трубе делается отметка, соответствующая глубине посадки для данного диаметра. Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника. Детали нагреваются в течение положенного времени
Осторожно, без вращения снимаются с насадок. Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки. Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
 Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
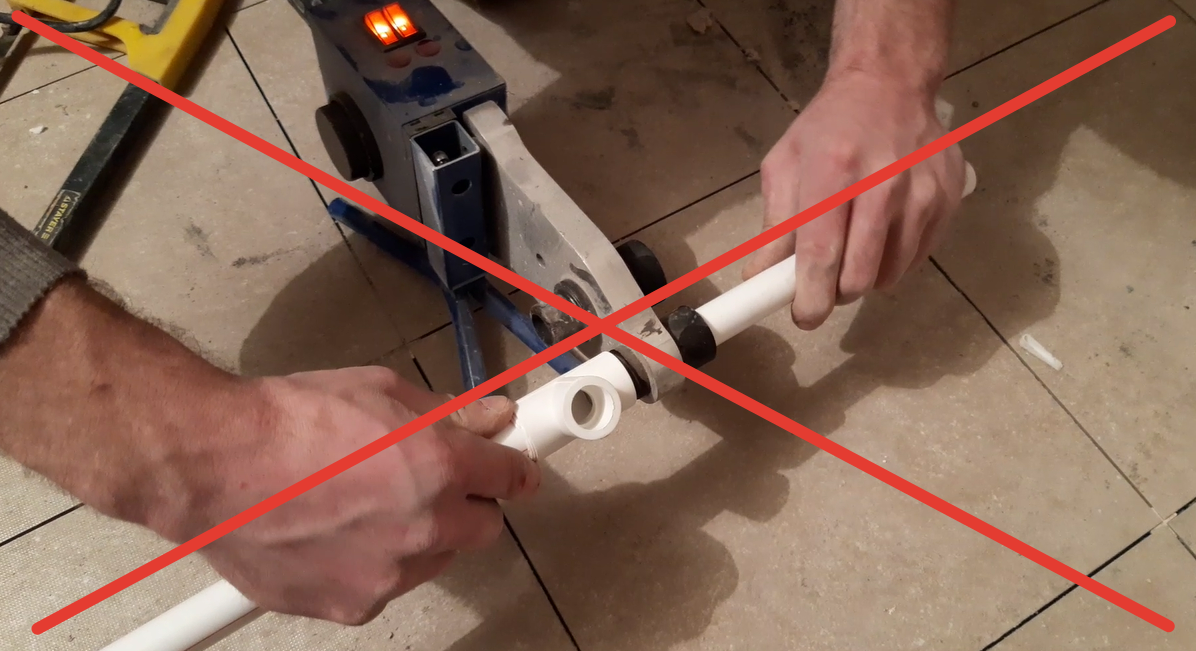
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
 Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Горячий
Пайка полипропиленовых труб может осуществляться несколькими способами.
Диффузионная сварка
Диффузионная сварка требует применения дополнительных соединительных фитингов и специального сварочного инструмента.Сварка используется для соединения труб с диаметром в диапазоне значений 16-40 мм.
При диффузионной сварке сварочным инструментом производится нагрев верхней поверхности конца трубы и внутренней поверхности соединительного фитинга (муфты) до достижения температуры сварки.
После нагрева элементы плотно соединяются.

Стыковое соединение
Для данного метода также необходима пайка труб.
Подготавливаются места соединения: торцевые поверхности труб.
Подготовленные места соединения нагреваются и плотно соединяются.
Он оснащен диском с центровочным приспособлением.
Для соединения подходят трубные изделия с диаметром, превышающим значение в 60 мм, и толщиной стенки, превышающей 4 мм.

Такое значение толщины обеспечивает достаточное сваривание труб без применения дополнительных элементов.
Пайка полипропиленовых труб с армированием
Для качественной пайки полипропиленовых труб с армированием необходимо устранить армирующий слой трубы.
Это вызвано тем, что армирующий слой из алюминиевой фольги требует дополнительного нагрева. Кроме того, за счет армирования диаметр трубы увеличен, что делает невозможным применять стандартные насадки сварочного паяльника.
В зависимости от технологии армирования применяются разнообразные способы обработки перед соединением.
Стандартным инструментом считается шейвер.
Шейвер представляет собой металлическую втулку, оснащенную ножами.
Его размещают в торце элемента, которое планируют соединять.
Вращательными движениями вокруг оси элемента убирается защитный слой до появления чистого пластика.

При наличии армированного слоя в середине изделия используется торцеватель.
Его отличие от шейвера в расположении ножей.
Торцеватель выравнивает конец изделия и убирает армированный слой на глубину 2 мм.
Инструменты для работы
Сварка пластиковых труб промышленным феном
Промышленный фен для сварки полипропиленовых труб используется в нескольких случаях:
- для соединения двух отрезков трубы;
- для изготовления фасонных деталей;
- для монтажа отводов из отдельных элементов.
При пайке пластика строительный фен оснащается отражателем – насадкой со специальным покрытием, к которому не прилипает расплавленный материал.
После установки фена на поверхность стола установите минимальный поток воздуха. Насадку нагревают до определенной температуры и к ней прижимают концы обеих пластиковых заготовок. Сразу после размягчения полипропилена трубы соединяются между собой.







Соединяемые детали удерживаются в таком положении до 30 секунд. Этого времени достаточно, чтобы они склеились и затвердели.
В результате сварки строительным феном соединение получается прочным и надежным.
Как выглядит процесс пайки: этапы и видео
Обычные трубы при помощи пайки соединяются немного не так, как армированные. Чтобы сварить обычные трубы, подберите насадки и установите на аппарат, соблюдая прочность соединения, иначе он быстро сломается.
Включите аппарат и установите требуемую для нагревания температуру используя при этом прилагаемую таблицу, где указаны оптимальные температурные режимы для того или иного материала. Когда показатель достигнет требуемой отметки, сработает индикатор готовности. Далее сделайте следующие действия:
- возьмите фитинг и части труб для соединения друг с другом;
- вставляйте фитинг в насадку изнутри;
- наденьте трубу в насадку с внешней стороны;
- установите таймер для нагревания;
- вынимаете нагретые части и соединяете при вставке конструкции в фитинг.
При пайке армированных конструкций снимите слой фольги, чтобы соединение было максимально надежным. Потом процесс аналогичен сварке обычных конструкций.
Итак, когда вы несколько раз перечитаете советы по пайке и пересмотрите обучающее видео, со временем вы поймете, что освоить данный навык было не так уж и сложно. А это новые возможности и новая профессия.
Холодный
Соединение полипропиленовых труб без пайки производится при помощи муфт или фитингов.
Соединение при помощи муфт экономически эффективно, позволяет уменьшить затраты на монтаж системы по сравнению с трубопроводом из металла. Сами муфты имеют низкую стоимость по сравнению с металлическими элементами.
Соединение без пайки имеет выбор вариаций исполнения за счет ассортимента дополнительных элементов.
Монтаж обжимными фитингами
Обжим специальной муфтой позволяет обеспечить надежную фиксацию изделий.
После установки фитинга место стыковки обрабатывается специальным герметиком на основе силикона.

Соединительные фитинги применяются для соединения деталей из металлопластика и полипропилена, что не может обеспечить сварка пластиковых труб.
Резьбовое соединение
Резьбовое соединение применяется при необходимости соединения изделий из различных материалов, при работе трубопроводов в системах с высоким рабочим давлением.
Для соединения на изделия из металлопластика размещаются специальные наконечники.
На полипропиленовые элементы ставят муфту с резьбой.
Для соединения с металлической трубой используют специальные переходные муфты.
Достоинства способа:
- Необходимо минимальное количество инструментов.
- Монтаж возможен при отсутствии опыта монтажа данных конструкций.
- Надежность соединения.
С помощью клеевых составов
Для соединения применяется клей на основе поливинилхлорида с растворителем.
Для улучшения сцепления с поверхностью полипропилена в состав добавляются разнообразные присадки и пластификаторы.

Достоинства метода:
- Прочное и герметичное соединение.
- Место соединения незаметно.
- Возможность монтажа без наличия навыков.
Для проведения работ подготавливаются все необходимые инструменты.
Места стыковки обезжириваются.
Клей наносится кисточкой тонким слоем. Рекомендуется выбирать кисточку с щетиной из натуральных материалов.
Температура в помещении должна варьироваться в пределах 5-35 градусов Цельсия.
Для схватывания элементов необходимо около 30 секунд.
Пошаговая инструкция по пайке пластиковых труб
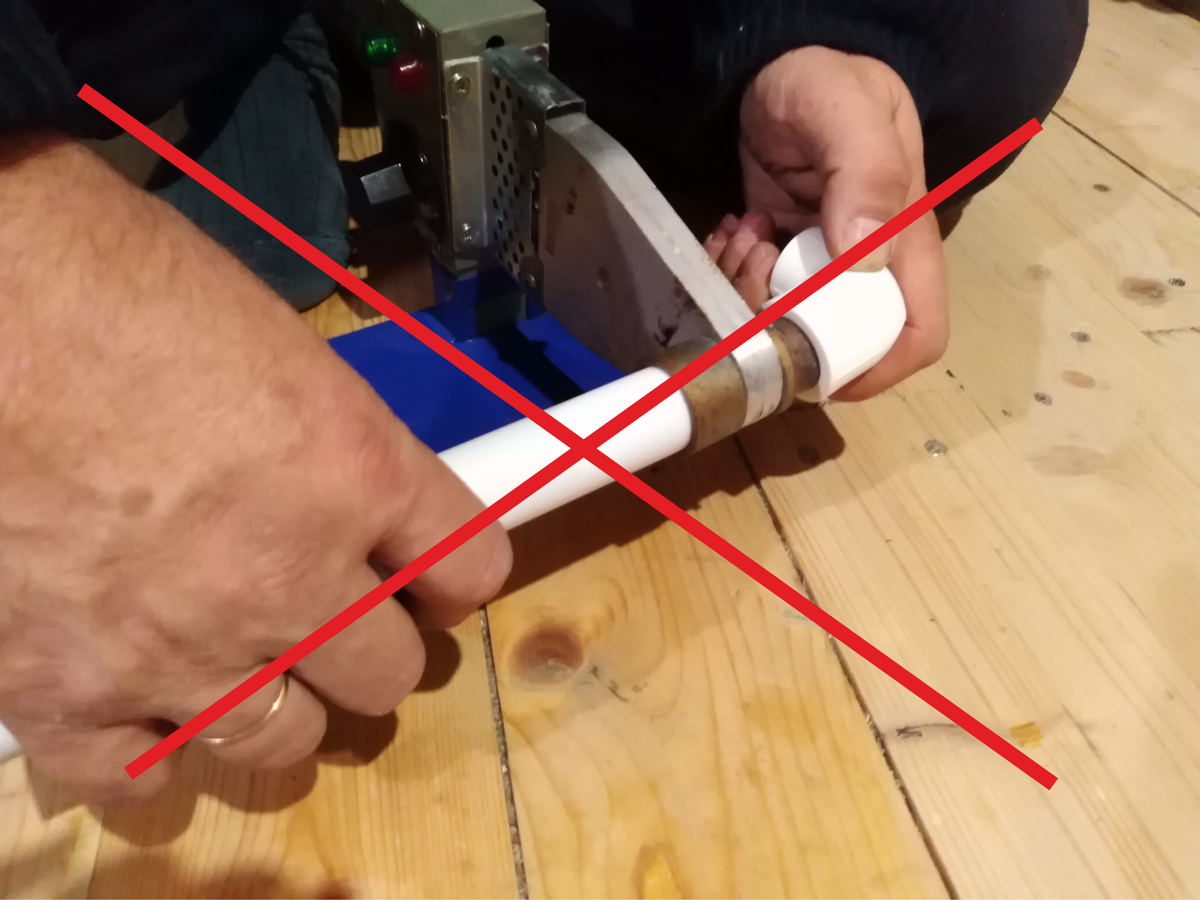
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода. Увеличивается риск протечки
Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии – целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций – соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
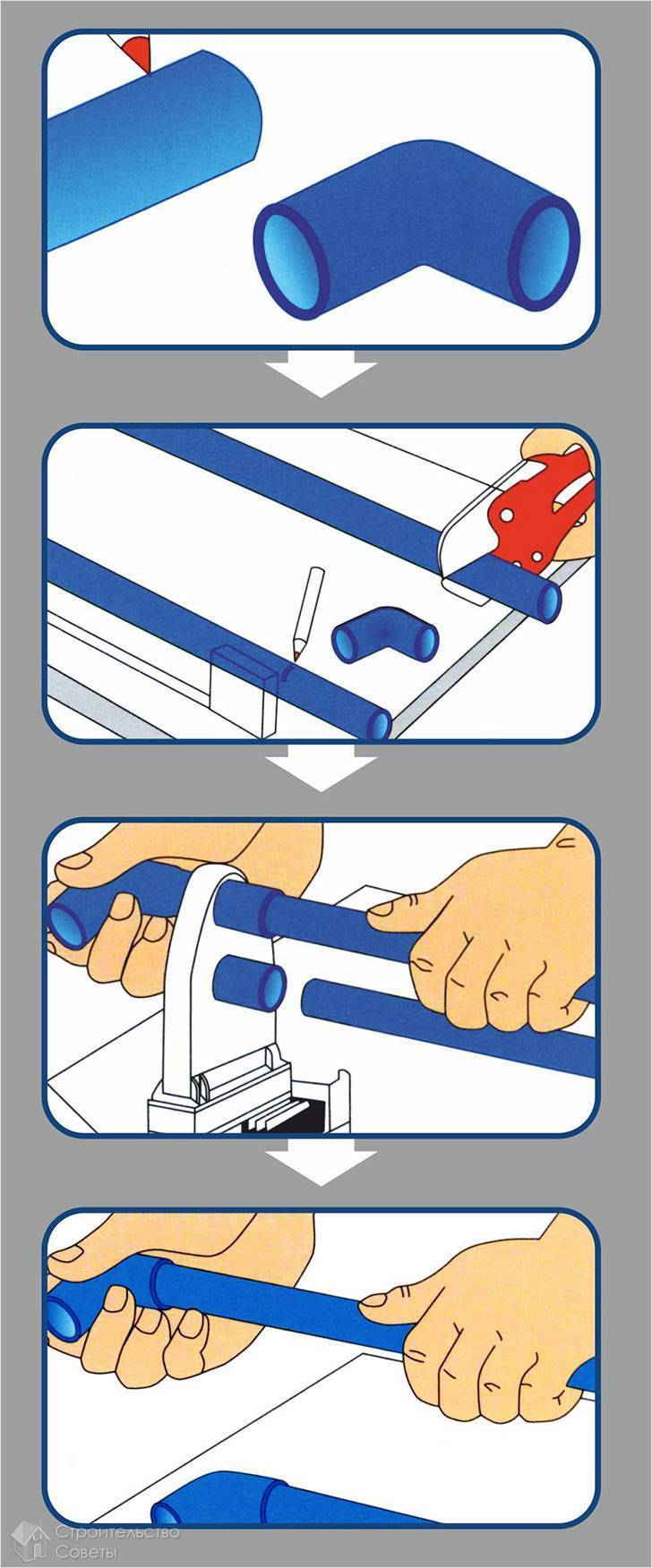
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок
Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты. Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга
Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится
Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений
Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.





Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура – не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Инструкция по сварке
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многими новичками игнорируется. Да, подключение можно осуществить и без этой процедуры. Но профессионалы предупреждают, что иногда его качество будет ниже.
Перед тем, как приступить к сварке полипропиленовых труб своими руками, нужно протереть фитинг изнутри и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, которые портят покрытие патрубков сварочного оборудования.
Аналогично обрабатываются и сами насадки. Но перед процедурой сварки полипропиленовых труб их проверяют на наличие остатков расплавленного пластика. Если он есть, немедленно удалите его.
Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Пайка полипропиленовых труб
Как варить трубы из полипропилена

Торцеватель для армированной трубы
Обязательные стадии подготовки к сварке не зависят от оборудования и типа соединения. К ним относятся:
- Обрезка. Используют нож, не сминающий изделие. Если свариваются трубы диаметром более 40 мм, при муфтовом методе делают скос 45 градусов на конце
- Обезжиривание поверхности. При некачественном обезжиривании возможно образование “островков отторжения”, на которых не происходит соединение двух элементов
- Замер глубины вставки трубы в фитинг. Недопустимы как неполная вставка, так и приложение излишних усилий, в результате которого часть полимера выдавливается из места соединения и сужает внутренний диаметр

Зачистка свариваемого конца
При соединении изделий из армированного алюминием полипропилена требуется провести предварительную зачистку алюминиевого слоя. В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
- зачистка внешнего слоя при помощи муфты с ножами
- удаление внутреннего алюминиевого слоя торцевателем
Подготовленные элементы должны быть надежно зафиксированы перед началом нагрева. После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.
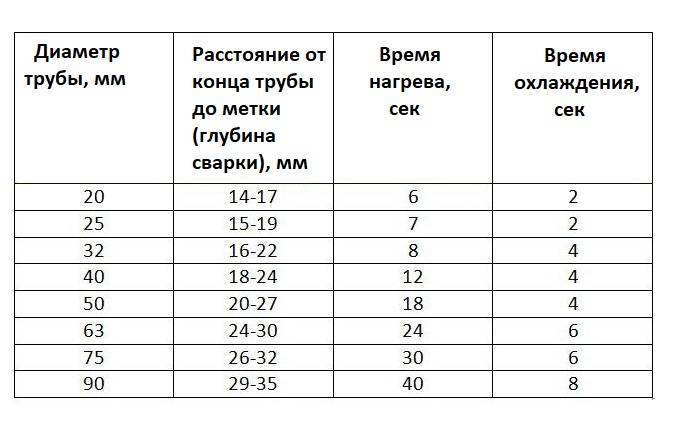
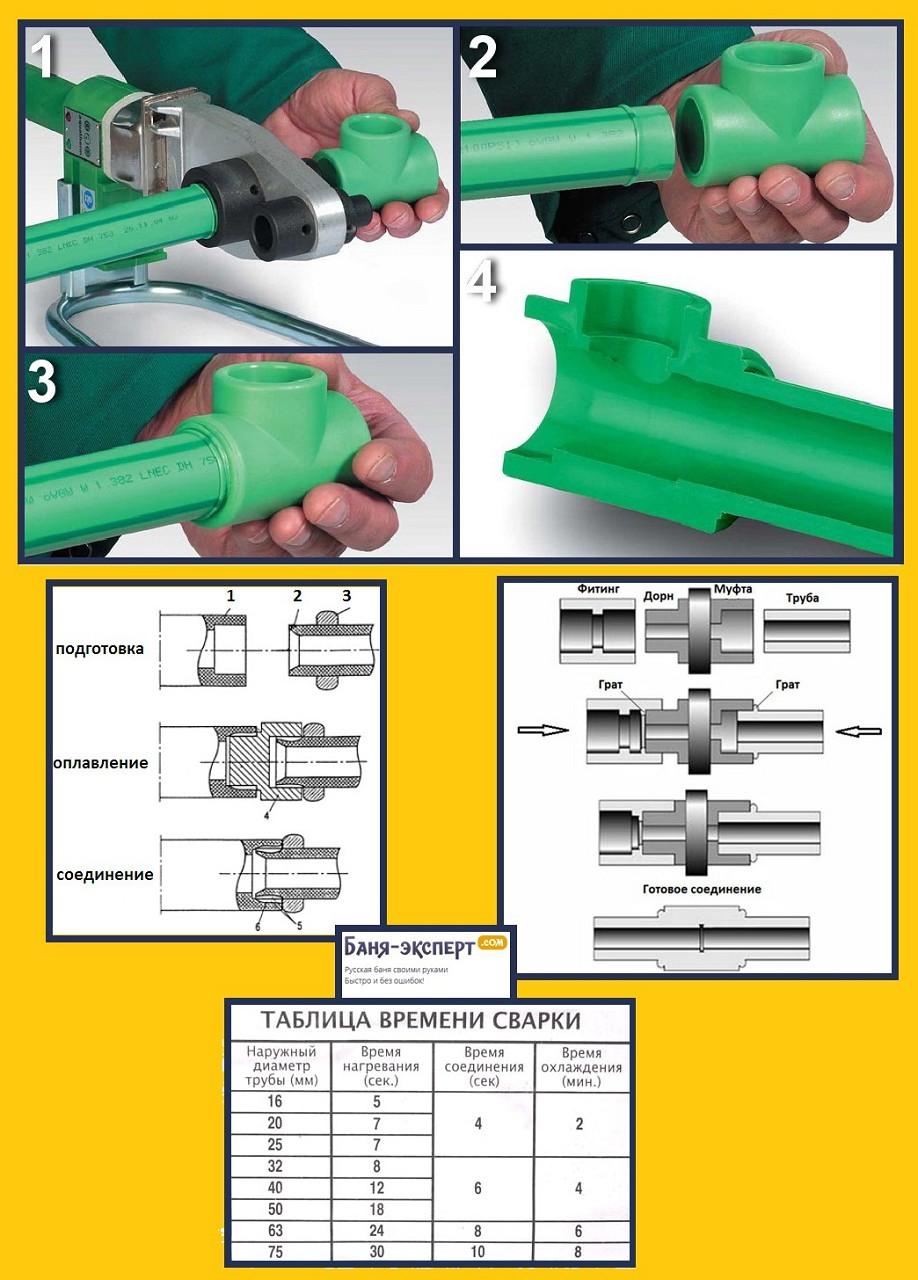
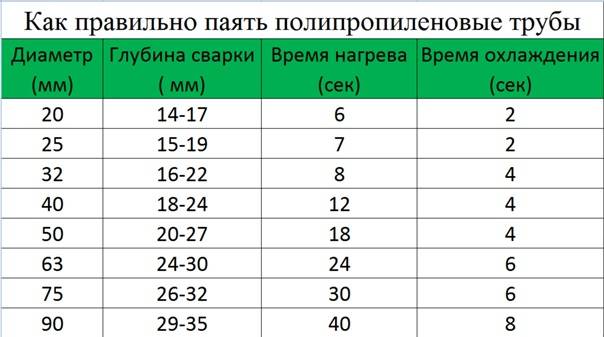
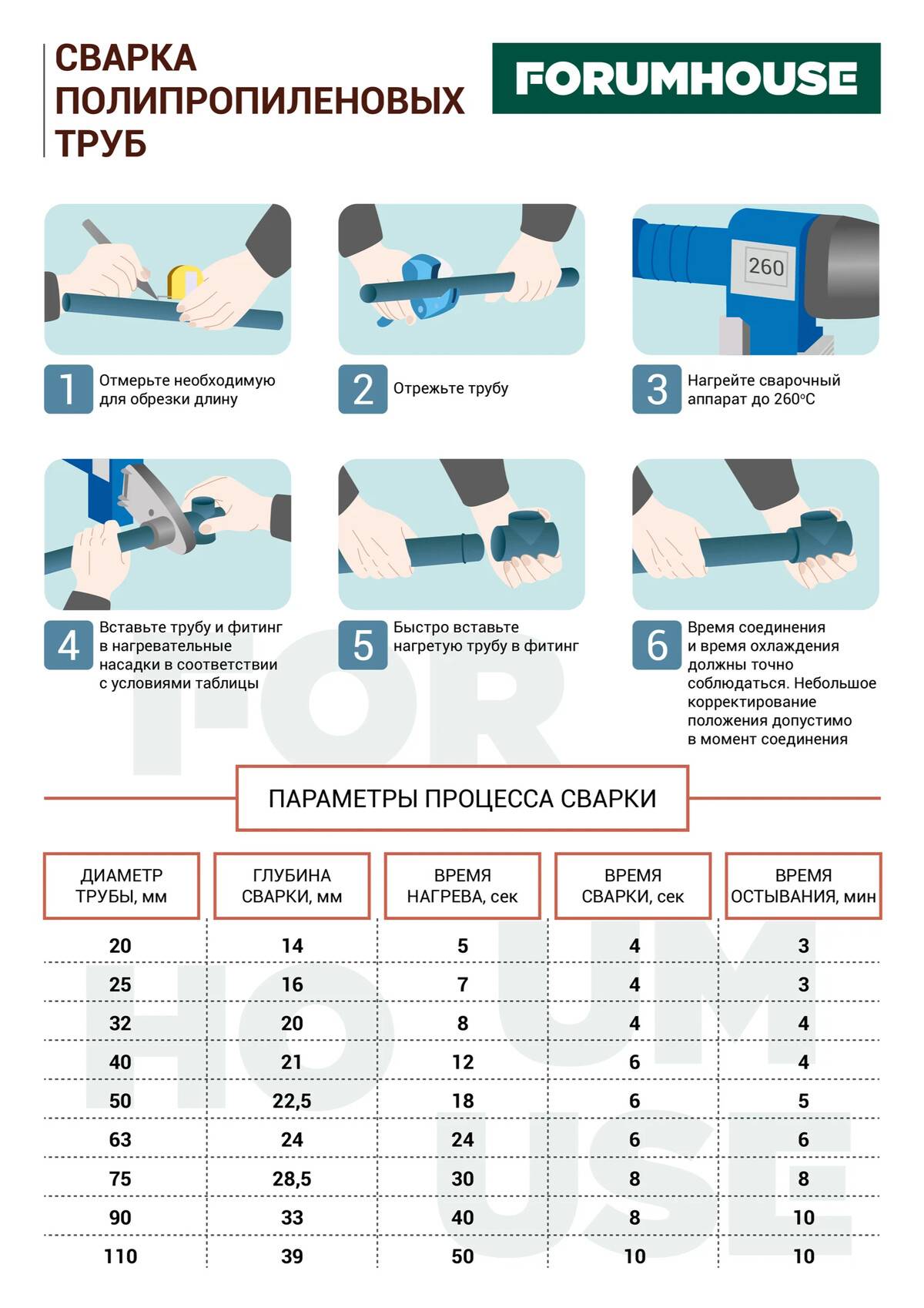
Таблица времени пайки труб из полипропилена:
Как сделать дренаж на участке своими руками: отводим излишки воды на разных типах почвы, правильно и недорого (20 Фото & Видео) +Отзывы
Пайка полипропиленовых труб своими руками: подготовительные работы
Необходимо тщательно следить за размерами отрезков труб, перед соединением их между собой. Для этого предварительно сделать схему водопроводной разметки с замерами длины труб. В дальнейшем, при чистовой сборке водопровода необходимо учитывать, что при нагревании в сварочном аппарате труба чуточку укорачивается, примерно на 1-1,2 мм. Учитывайте изменение длины трубы при соединении с фитингом.
Соединения трубы и фитинга необходимо выполнять аккуратно. Целесообразно использовать в работе инструменты повышающие точность и аккуратность выполненной работы – отвесы, линейки, угольники и другие. Еще один прием, используемый при соединении – это ориентация на продольную линию, используемую для разметки труб или сделанные мастером при подгонке труб.
Внимательно следите за внешним видом стыков трубы и фитинга. При нагревании соединяемых концов на некотором расстоянии от конца трубы образуется кольцо
Важно чтобы размер его был одинаковым на всех соединениях. Новичкам рекомендую измерить глубину раструбной части насадки к сварочному аппарату
Для сварки трубы диаметром 20 мм на трубе делать отметку на расстоянии 15 мм от края трубы. Этот прием позволяет делать аккуратные, единообразные соединения.
Диффузная пайка полипропиленовых труб (ППР) – инструкция
Процесс правильнее назвать сваркой, так как соединение происходит без использования припоя. Он включает два основных этапа: разогрев стыкуемых деталей и их плотное прижимание.
Для работы потребуются следующие инструменты:
- Рулетка, карандаш.
- Труборез.
- Перчатки.
- Фитинги или муфты.
- Спирт, чтобы обезжирить поверхность перед пайкой.
- Сварочный аппарат.
Также запаситесь салфетками, ветошью, наждачной бумагой. При прокладке системы коммуникаций также может потребоваться уровень.
Подготовка труб и фитингов
При пайке элементы должны войти один в другой на определённое расстояние, которое зависит от их диаметра. Недостаточная площадь контакта ослабит соединение, излишняя – уменьшит просвет трубопровода в области стыка.
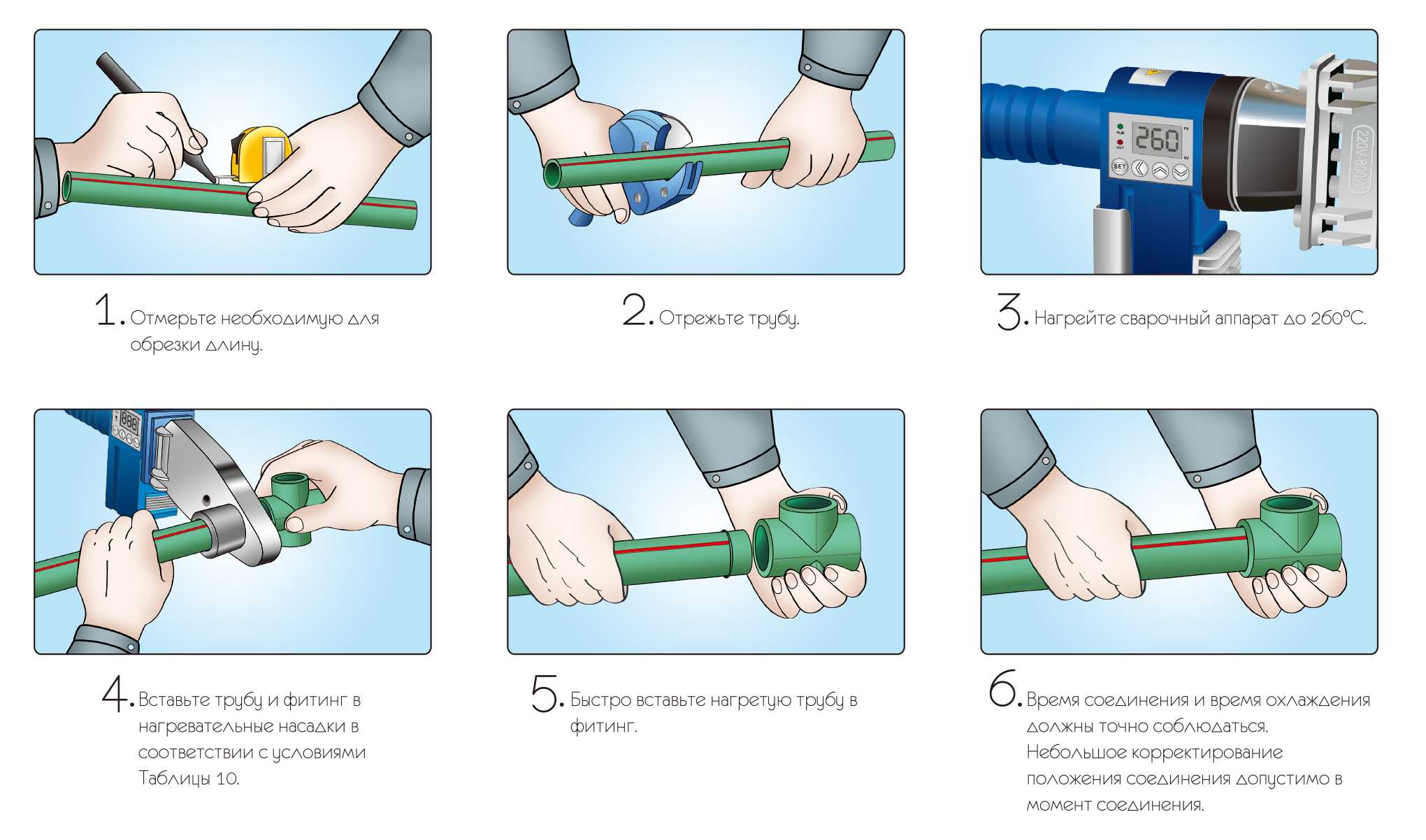
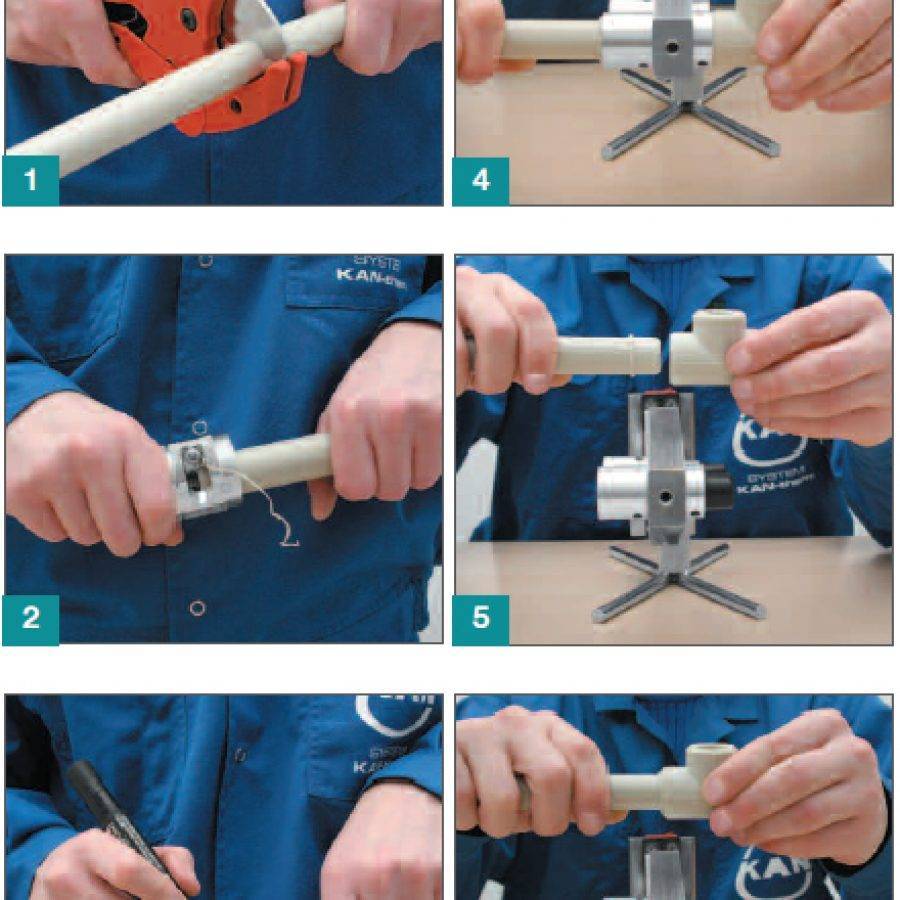
Порядок действий:
- Перед тем как паять трубы из полипропилена, очистите их от пыли, грязи. Слейте остатки жидкости, если она есть, протрите чистой салфеткой. Для надежности поверхности рекомендуется обезжирить, но большинство мастеров этим советом пренебрегают.
- Отмерьте нужную длину, проведите карандашом черту. Не забудьте дать припуск на стык.
- Отрежьте участок труборезом. Для этого поставьте лезвие на отметку строго под прямым углом. Придерживая трубу свободной рукой, жмите на рукоятку, пока она не разрежется. У вас должен получиться гладкий срез с ровными краями.
Если край неровный, лишняя часть войдет глубже и уменьшит просвет. Подровняйте его строительным ножом или сделайте еще один разрез, если позволяет длина.
Как правильно паять трубы из полипропилена – последовательность работы
Для пайки потребуется специальный аппарат. Обычно на обе муфты нанесено тефлоновое покрытие, которое блокирует прилипание полипропилена. Рабочие участки прогреваются до температуры 260-280 oC, что запускает процесс термической диффузии в ППР.
При контакте с горячей поверхностью легко обжечься, поэтому используйте защитные перчатки.
Подготовка паяльника:
- Выбранные насадки установите на платформу, закрепите. Они должны соответствовать диаметру свариваемых элементов.
- Расположите паяльник на устойчивой горизонтальной поверхности, вдали от горючих веществ и легко воспламеняющихся предметов.
- Задайте нагрев 260 oC.
- Подключите прибор к сети. При этом загорится светодиодный индикатор.
- Через 15-20 мин. лампочка погаснет. Сразу после этого паяльник готов к работе. Подождите 5 секунд и приступайте.
Горячий пластик выделяет вредные пары. Защищайте органы дыхания респиратором или проветривайте помещение.
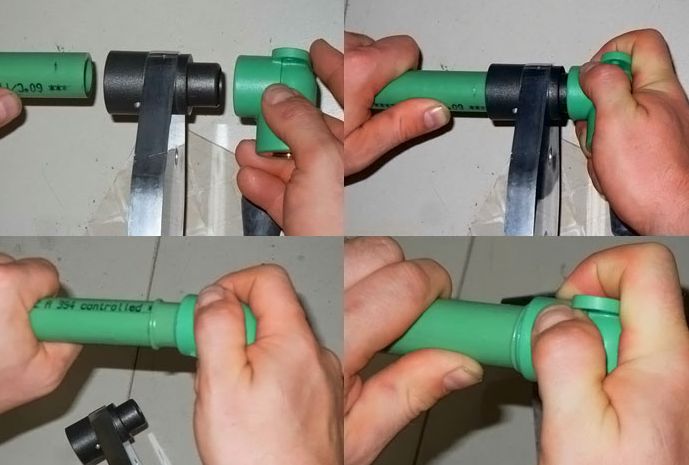
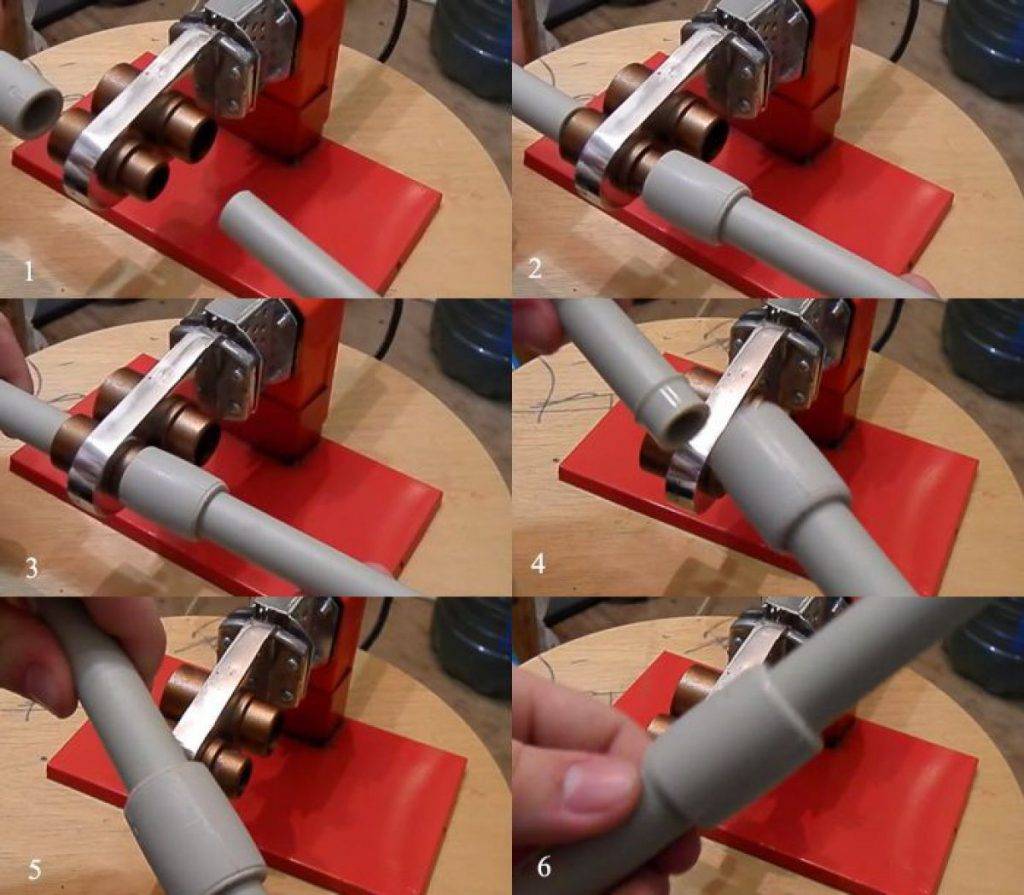
Пайка полипропиленовых труб своими руками – порядок действий
Свариваемые участки просуньте в соответствующие отверстия. Не проворачивая, протолкните на нужное расстояние. Засеките таймер.
Время прогрева и его интенсивность зависит от нескольких факторов. В таблице я собрал примерные значения при комнатной температуре (около 20 oC).
| Диаметр трубы, мм | Глубина пайки, мм | Продолжительность нагрева, сек. | Продолжительность сварки, сек. |
| 20 | 14-15 | 5 | 4 |
| 25 | 18 | 7 | 4 |
| 32 | 20 | 8 | 5 |
| 40 | 22 | 12 | 6 |
| 50 | 23 | 18 | 6 |
| 63 | 24 | 22 | 7 |
| 75 | 28 | 30 | 8 |
Превышать время нагрева не рекомендуется. Это приводит к внутренним натёкам полипропилена, уменьшающим проходимость трубы.
Сварка стыка
Быстро снимите с насадок трубу и фитинг. У вас есть 2-4 секунды, чтобы аккуратно соединить их. Зафиксируйте положение на 5 сек., чтобы стык приварился. Не наклоняйте и не поворачивайте.
Полное остывание происходит за 3-4 минуты.
Пока насадки горячие, с них можно убрать следы пенопропилена (если они остались). Сделайте это бумажной салфеткой. Не очищайте остывшие нагревательные элементы. Вы можете повредить антипригарное покрытие.




Во время застывания детали фиксируют в нужном положении. На корректировку положения мастера отводят 1-2 секунды. За это время можно исправить небольшие недочеты.
Охлаждение и проверка герметичности
Качество сварки определяют по маленькому валику (наплыву) по окружности. При его отсутствии можно заподозрить недостаточную герметичность. Если образовался высокий бугорок, значит температура была слишком высокой. Есть вероятность, что внутреннее сечение частично перекрыто.
Недопустимо принудительное охлаждение стыка – это приводит к растрескиванию и деформации.
После завершения процесса пайки и визуального осмотра пускают воду. Напор увеличивают постепенно. Швы внимательно осматривают, чтобы исключить возможность протечек. По силе напора контролируют проходимость.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Какие трубы выбрать
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий сферу её применения: она сильно удлиняется при нагревании. Для компенсации этого температурного расширения на трубопроводах монтируют специальные компенсаторы в виде петли.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои – полипропилен, а между ними слой алюминия или стекловолокна. У таких изделий тепловое удлинение приблизительно в 10 раз меньше. Их можно замуровывать в стены и поэтому для водопровода стоит выбрать их, хотя они и дороже.
В маркировке полипропилена указывается максимальное давление ХОЛОДНОЙ воды, на которое они рассчитаны. Для бытового водопровода следует покупать материалы с обозначением PN20 и PN25, что обозначает давление 20 и 25 атмосфер соответственно. Диаметр пластикового трубопровода, как правило, выбирается равным 20 мм (наружный диаметр), что эквивалентно 1/2 дюйма стальной трубы (внутренний диаметр). Пусть вас не смущает, что проходное сечение у пластиковых труб иногда выбирается немногим меньше, чем стальных трубопроводов: исключительно гладкая внутренняя поверхность почти не оказывает сопротивление потоку воды и производительность трубы не страдает.
Выбор аппарата (утюга) для пайки полипропиленовых труб
Марок сварочных аппаратов для полипропиленовых труб очень много. Принцип работы утюгов – нагревание соединяемых концов полипропилена до определенной температуры одинаков для любых марок утюгов. Для того, чтобы не ошибиться с выбором следует руководствоваться несложными правилами
При выборе обратить внимание на качество материала из которого сделан прибор. Чем меньше пластика, тем лучше
Необходимо учесть, что прочный массивный аппарат более долговечен и прослужит дольше. Выбирайте сварочный аппарат с надежным креплением насадок и точным терморегулятором. От качества крепления насадок зависит долговечность работы утюга. От точности нагрева зависит прочность соединения труб.







