Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как настроить силу тока электродугового аппарата
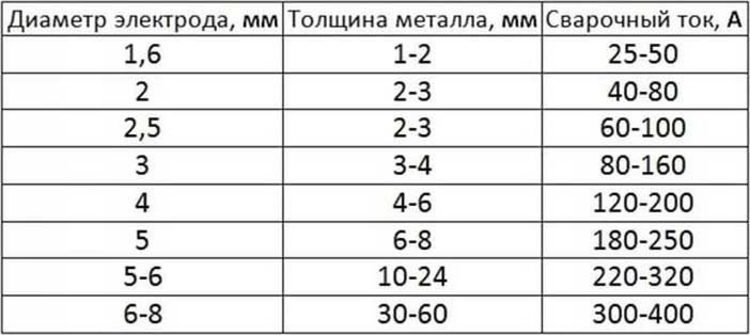
Паять инвертором новичкам непросто. В будущем новичок сможет на основе опыта найти идеальную силу тока для конкретной ситуации. На начальных этапах вам нужно будет ориентироваться на средние значения и поэкспериментировать. Для каждого диаметра электрода требуется определенное значение тока, а точнее диапазон значений. Примерной пропорцией можно назвать диаметр 1 мм при силе тока 30 А. На двоих нужно 60 А, на тройку 90 А и на четверку уместно на 120 А. В таблице указаны более точные диапазоны:

Не рекомендуем долго держать средние значения. Только имея опыт работы, вы сможете подобрать оптимальный вариант сварки металла.
Как выбрать электроды
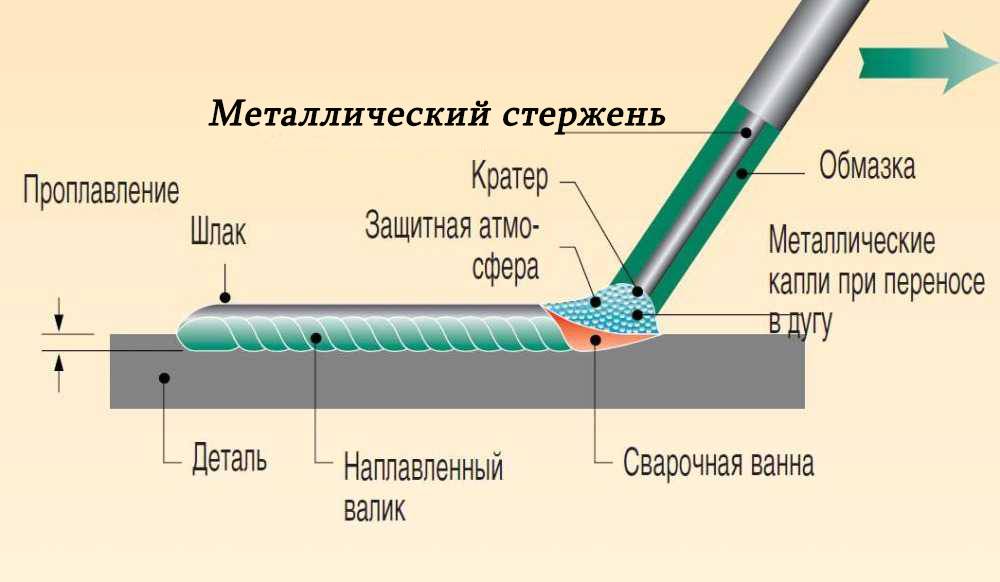
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Пошаговая инструкция по сварке инвертором для начинающих
Чтобы освоить инверторную сварку, начинающий сварщик должен изучить основы технологии сварки и освоить азы сварки.
Кроме того, необходимо разобраться с ограничениями электросети дома или дачи, а также определить оборудование места сварки и подключить силовой кабель к блоку питания инвертора.
Чтобы научиться сваривать металлические листы и конструкционные стали малой толщины штучными электродами с помощью инвертора, достаточно приобрести электродный пакет с основным покрытием ?2 ? 3мм.
Также понадобится металлическая щетка для очистки сварных швов и поверхностей свариваемых деталей.
Настройка силы тока
Правильный выбор тока сварочного инвертора – залог качественного сварного шва.
Для выбора значения, соответствующего толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора.
Затем включите выключатель питания устройства, затем поверните ручку, чтобы установить необходимое значение тока. У одних устройств шкала его значения нанесена на лицевую панель инвертора по дуге вращения регулятора, у других — на цифровой индикатор (см фото ниже).
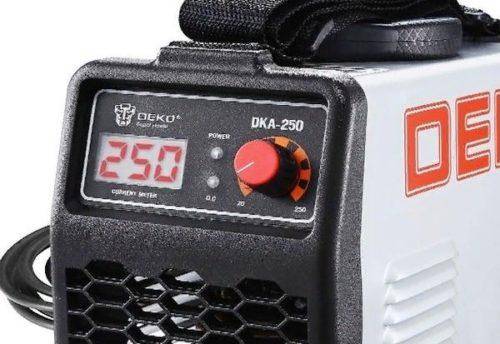
Текущая настройка
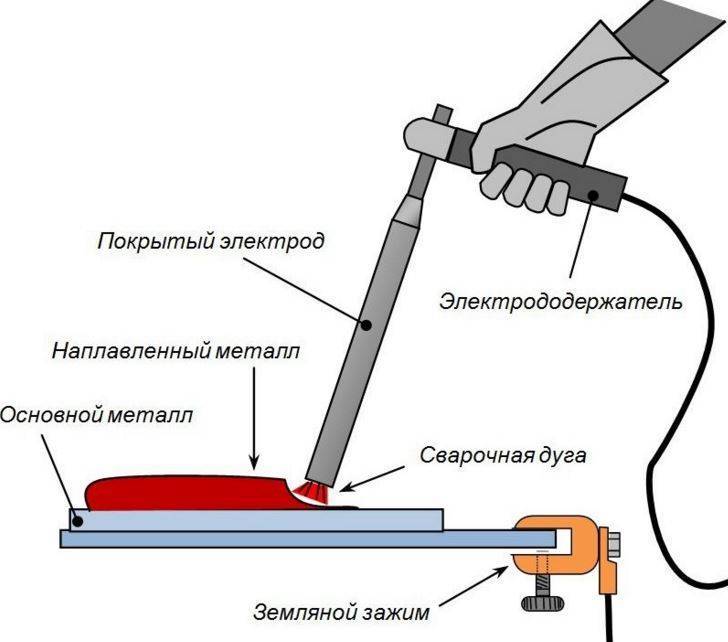
Как подключать электрод
На одном конце любого стержневого электрода внутренний стержень 20-30мм не имеет покрытия. С помощью этой детали он фиксируется в держателе (держателе), через который к нему подается сварочный ток.
В настоящее время наиболее распространены зажимодержатели (так называемые прищепки) с внутренней частью губок, профилированной под электродный стержень.
Эти аппараты отличаются удобством, высокой скоростью замены шлака новыми электродами и жестким креплением.
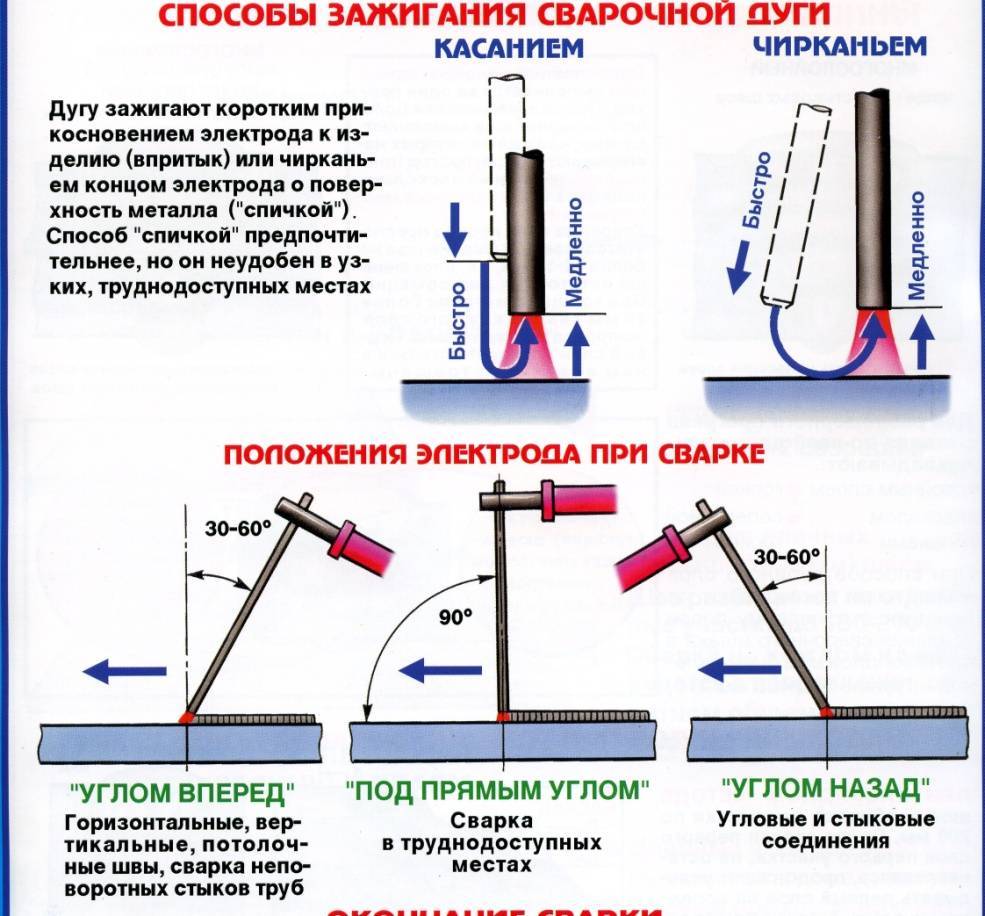
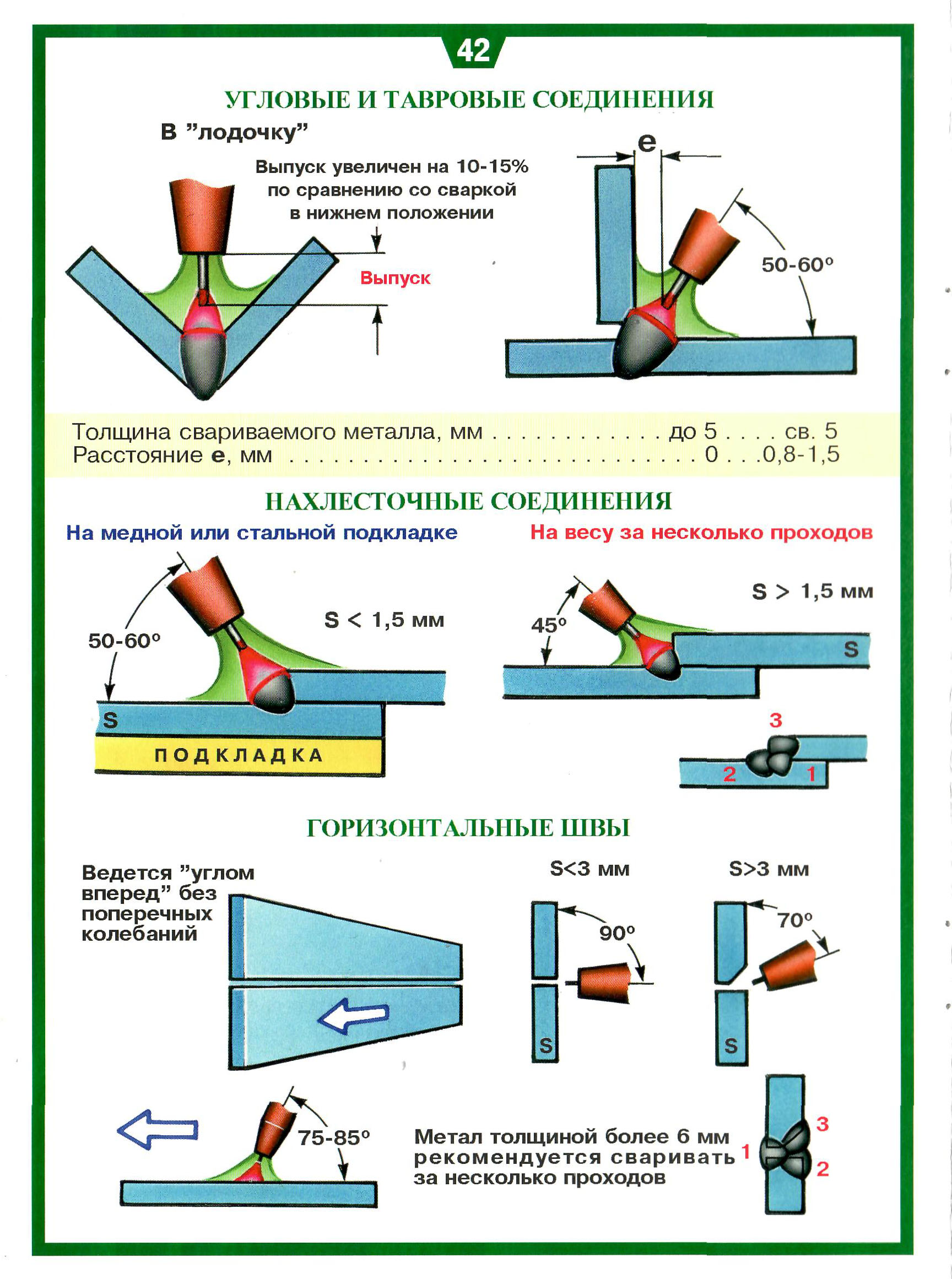
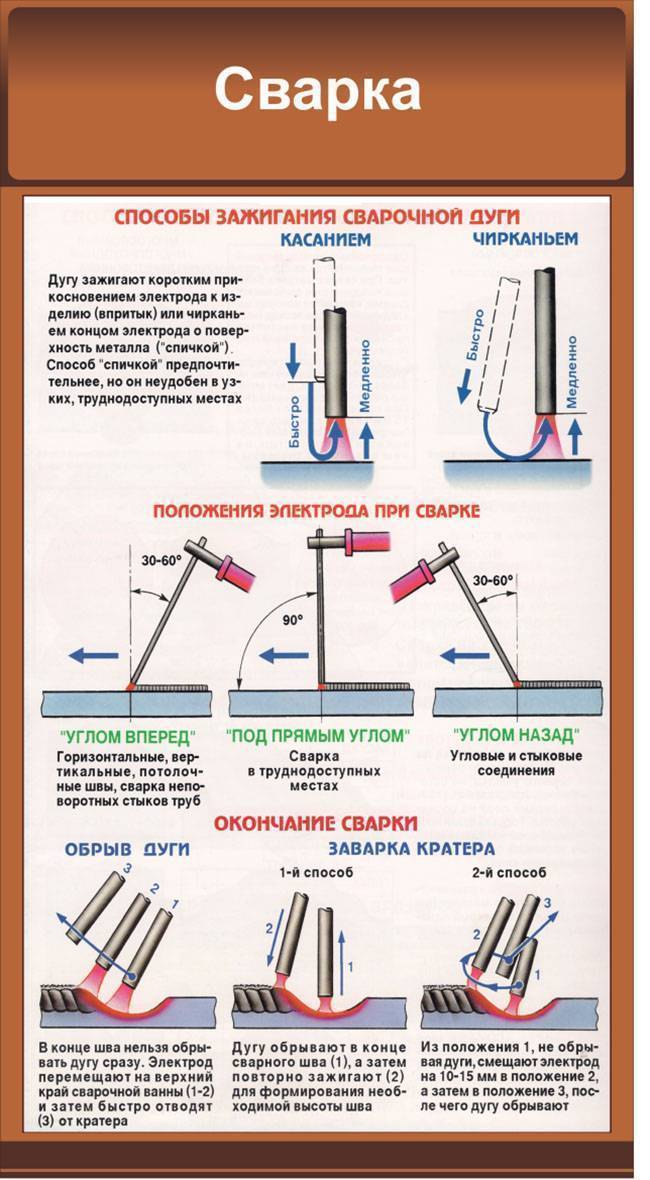
Розжиг дуги
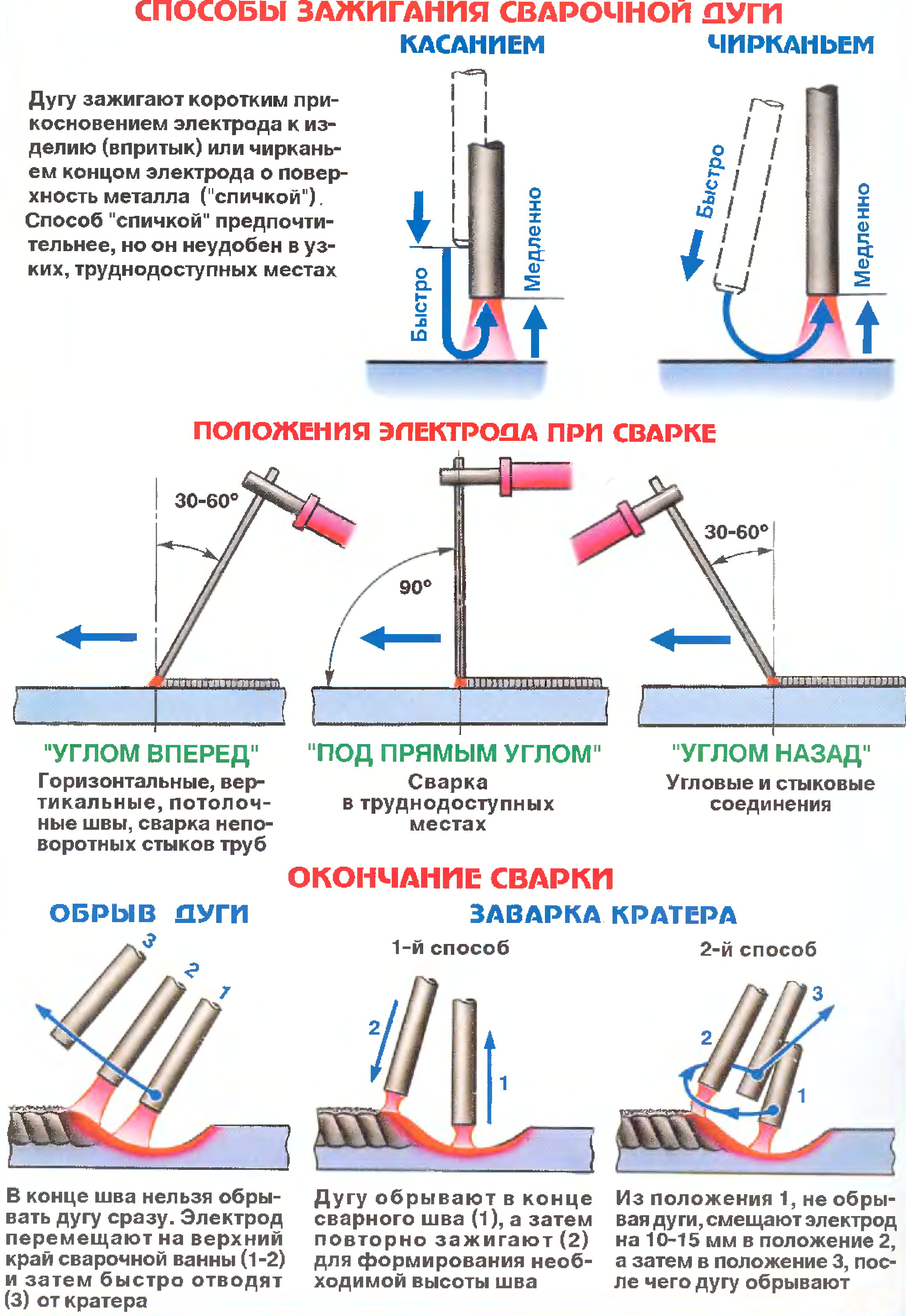
Традиционно для зажигания дуги используются два метода. Сначала кончик электрода, удерживаемого вертикально, слегка касается поверхности металла, а затем отодвигается на несколько миллиметров (см левый рисунок ниже).
Во втором случае его движение подобно движению спичечной головки по стенке коробки, поэтому оно и называется «ударом» (см. правый рисунок ниже).
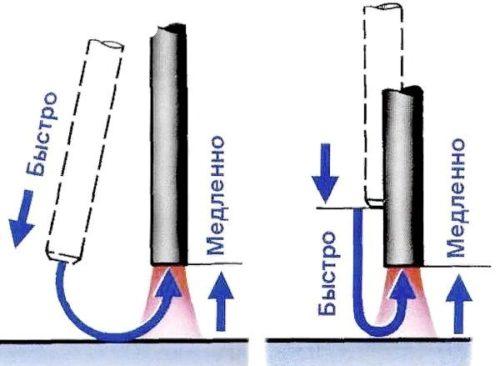
Зажигание дуги
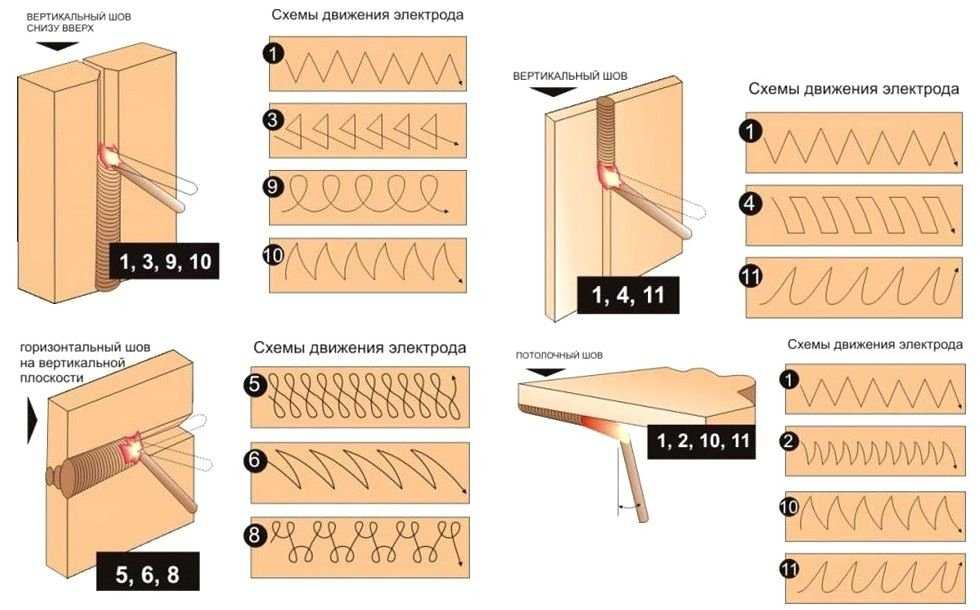
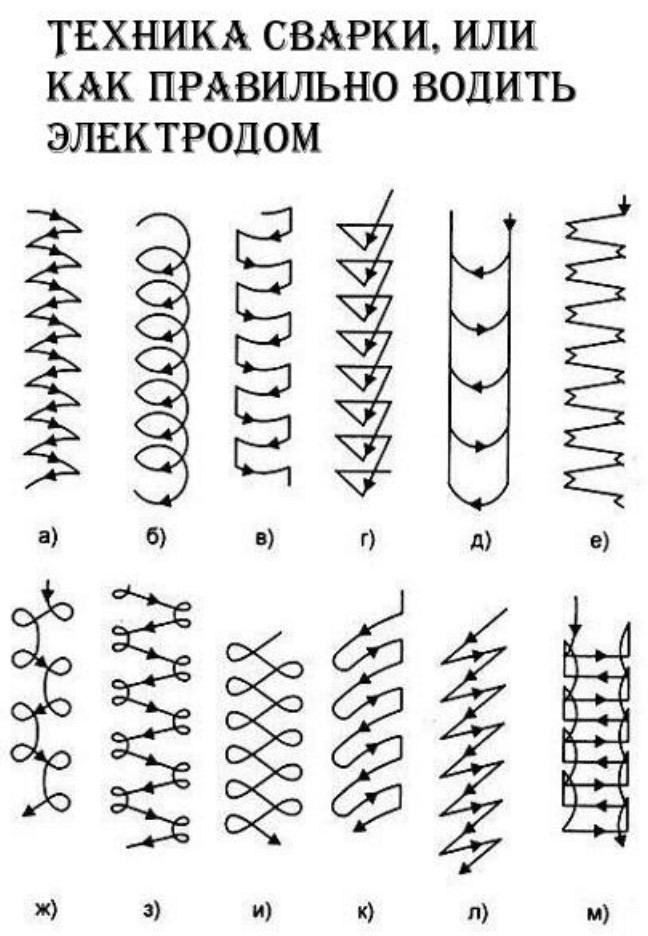
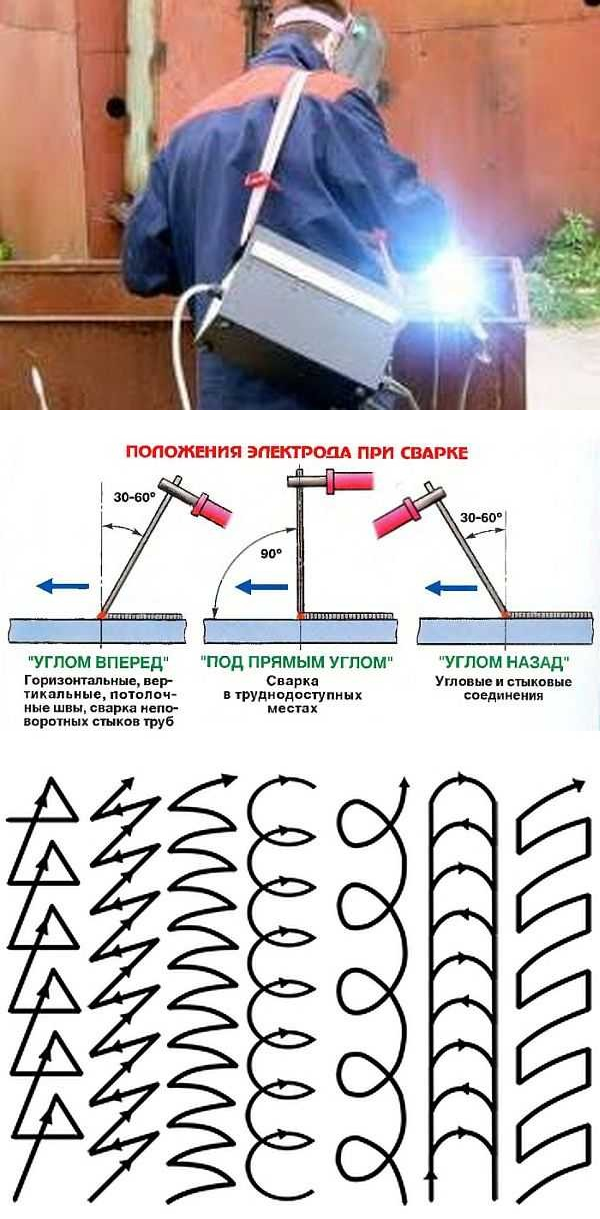
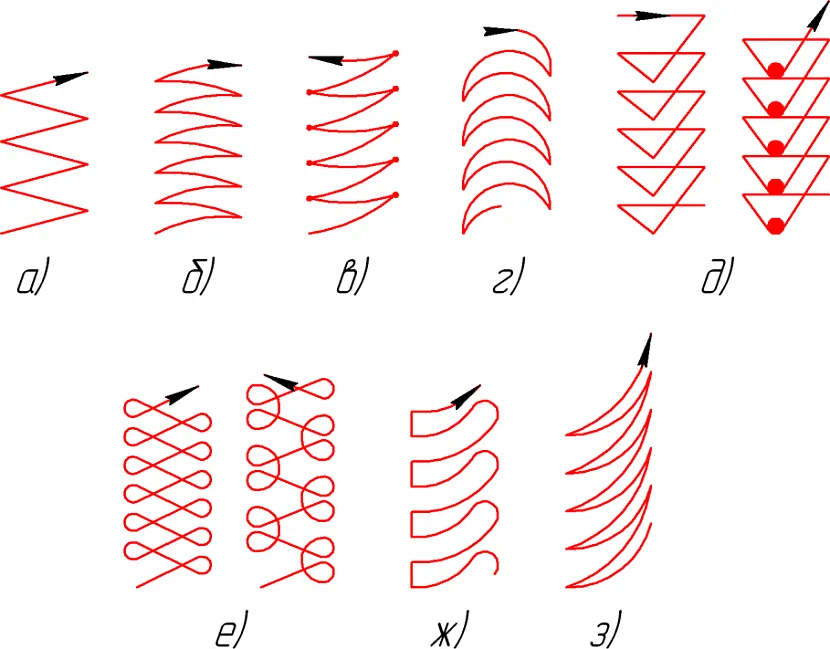
Передвижение и наклон электрода при сварке
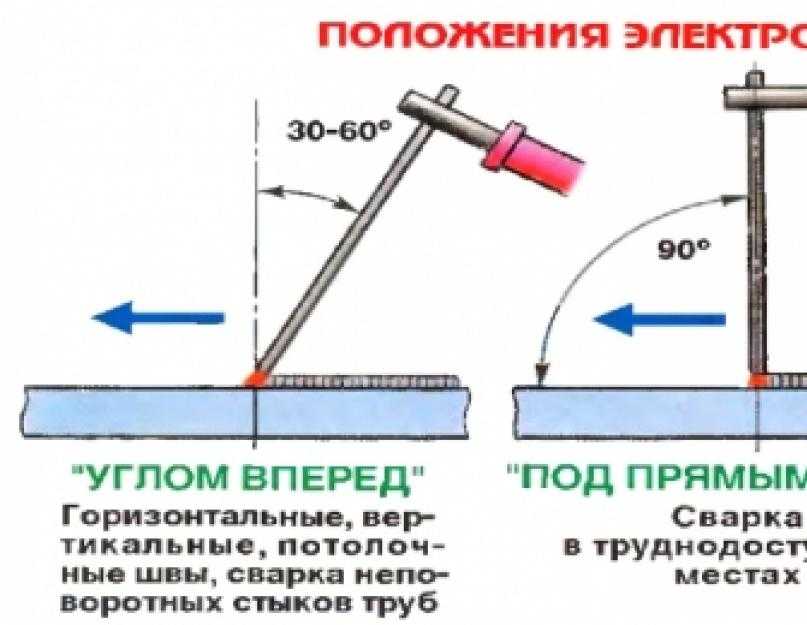
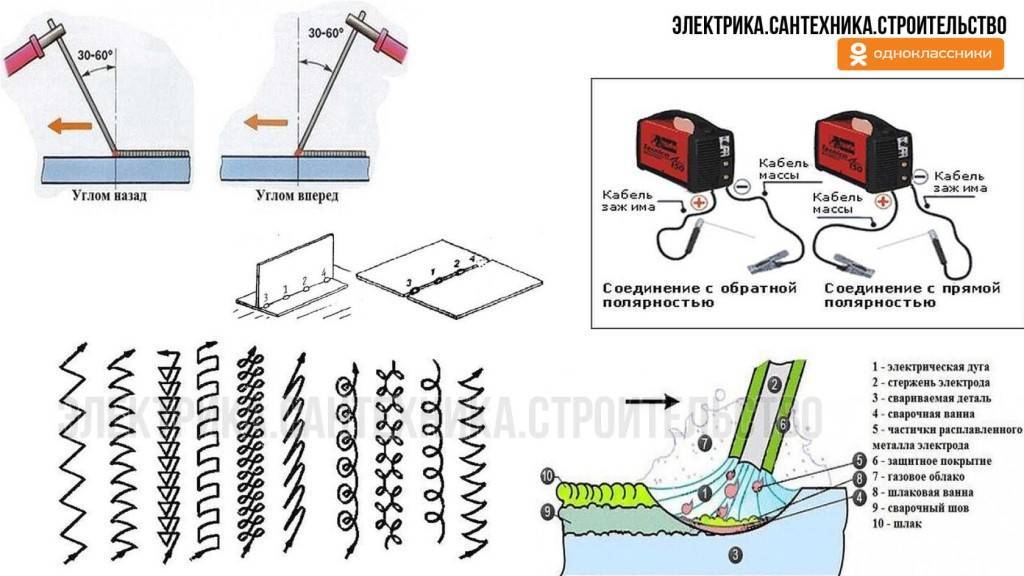
При сварке инвертором перемещение электрода по свариваемым поверхностям осуществляется так же, как и при других технологиях ручной сварки. Существуют также три основных варианта ее наклона относительно прямой линии движения (см. рисунок ниже).
Большая часть сварных швов наклонена вперед. Это самая популярная технология сварки, и она лучше всего подходит для начинающих, которые учатся сваривать инвертором.
При работе в ограниченном пространстве и сварке труднодоступных мест применяют сварку с перпендикулярным положением электрода.
Она требует высокого уровня мастерства и не подходит для обучения новичков, хотя функции инвертора могут компенсировать некоторые их ошибки. Сварку угловых и стыковых соединений чаще всего выполняют сваркой под обратным углом. 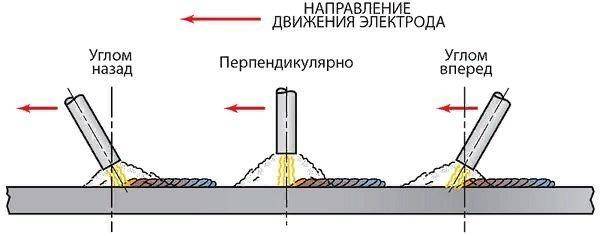 Движение и наклон электрода во время сварки
Движение и наклон электрода во время сварки




Контроль промежутка дуги
В зазоре между концом электрода и плоскостью заготовки создается электрическая дуга. Равномерность и качество сварного шва во многом зависят от правильного подбора и поддержания необходимого размера сварочной дуги при инверторной сварке.
В соответствии с рекомендациями по технологии сварки лучше всего, чтобы ее размер был не больше диаметра электрода.
Но постоянно выдерживать такое расстояние очень сложно, поэтому допустимой считается дуга, не превышающая диаметр более чем на один-два миллиметра.
Какие могут быть ошибки
Неправильно выбранный ток — при его низком значении будет постоянно тухнуть дуга и прерываться шов. Высокое значение тока ведет к проплавлению, прожиганию насквозь тела сварных конструкций из металла.
Выход шлака регулируется углом наклона электрода и зависит от его типа. Если ванна перемещается быстро, остаются шлаковые включения в шве.
Высоколегированные стали перед обработкой нужно подогревать, в противном случае материал кромки не успеет расплавиться или образуется переходная зона.
Сварку цветных металлов необходимо проводить специальными электродами в среде защитного газа. Полярность тока должна быть прямой, чтобы плавился металл, покрытый окислами.
Азы электросварки
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
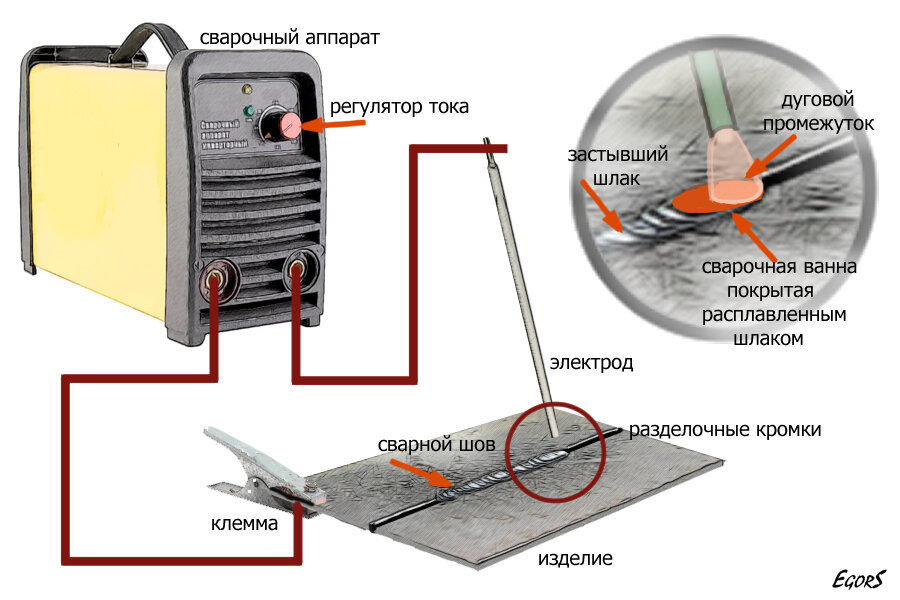
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
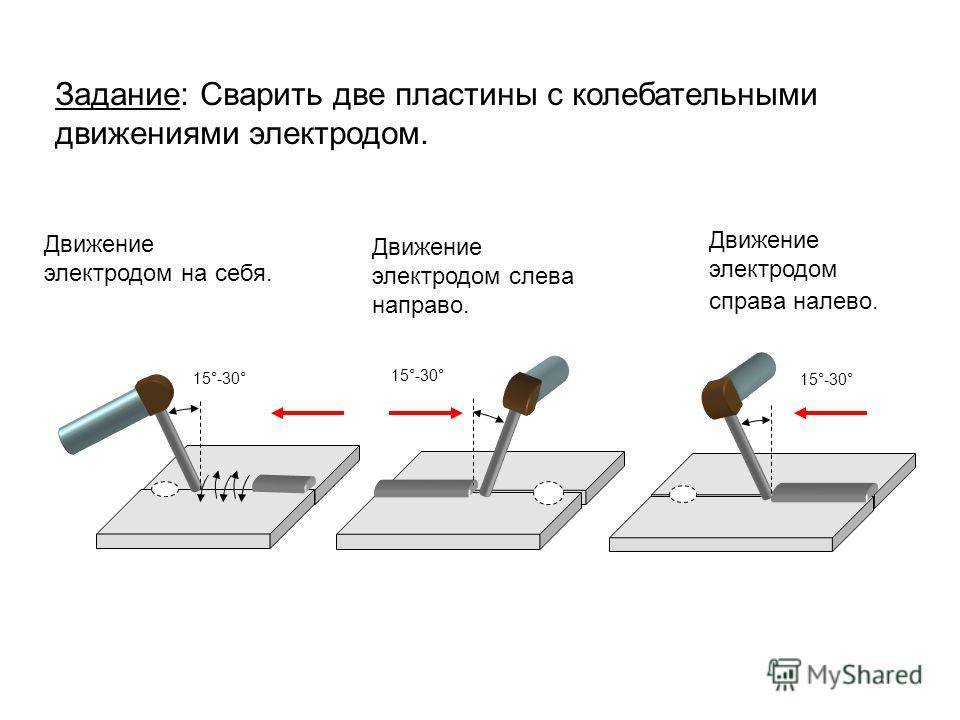
Как вести электрод при сварке на себя?
- Убедитесь в правильной установке держателя электрода и его надежном креплении.
- Проверьте, что держатель электрода находится в хорошем состоянии и не имеет повреждений.
- Наденьте защитные очки, перчатки, специальную одежду и обувь, чтобы защитить свое тело от искр и возможных ожогов.
- Пристегните верхние защитные элементы сварочной маски, чтобы защитить лицо и глаза от светового излучения и искр.
- Держите сварочный аппарат в надежных руках и установите его на стабильной поверхности перед началом работы.
- Подготовьте сварочную поверхность, убедившись в ее чистоте и готовности к сварке.
Ведите электрод на себя, двигая его синхронно с направлением сварочной дуги.
- Удерживайте держатель электрода в сильной и надежной хватке, чтобы избежать отрыва электрода и обеспечить устойчивое ведение.
- Двигайте электрод плавно и равномерно, следуя контуру сварных швов и поддерживая постоянное расстояние между электродом и сварочной поверхностью.
- Осуществляйте управление сварочной дугой, контролируя скорость и глубину проникновения электрода в материал.
- Наблюдайте за явлениями перегрева электрода, кратковременной потери дуги или возникновения шлакоперемычек и оперативно реагируйте на них.
- После завершения сварочной операции, проверьте сварной шов на соответствие требованиям, а также убедитесь в благополучном состоянии электрода и держателя.
Сварка на себя требует особого внимания и аккуратности, поэтому перед выполнением таких работ желательно пройти специальное обучение и получить практический опыт под руководством квалифицированного сварщика. Соблюдайте указанные инструкции для обеспечения успешной и безопасной сварки на себя.
Способы сварки
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Азы
Сварке новичком на инверторе научиться гораздо легче, чем на устаревшем трансформаторе или выпрямителе.
Для обучения варке лучше брать отходы черного металла средней толщины – 2-5мм, а на первых занятиях освоить простые прямые швы в положении «верх», встык и внахлест.

Когда вы освоите простые приемы инверторной сварки и начнете приводить к стабильному качеству, можно переходить к освоению более сложных уроков: сварка вертикальных и наклонных швов, сварка тонких листов, многослойная сварка толстых деталей и многое другое.
Полярность
Прямая полярность означает подключение электрода к полюсу «-», а заготовки к полюсу «+». Электроны в этом случае движутся от электрода к заготовке. Нагрев металла более интенсивный, зона плавления узкая и глубокая.
Это соединение используется при работе с толстыми заготовками, а также для резки металла.
Обратная полярность означает, что «-» подключается через зажим к заготовке, а «+» подключается к электроду. Электроны перемещаются от детали к электроду, площадь плавления становится меньше и шире. Это снижает риск прогорания заготовок из тонколистового металла
Скорость подачи электродов
Скорость движения электрода выбирают такой, чтобы в рабочую зону попало достаточное количество расплавленного материала для формирования материала шва.
Если двигать электродом слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
При недостаточной скорости металл будет перегреваться, увеличится расход сварочных материалов, повысится риск прогорания и деформации тонколистовой заготовки.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода в соответствии с таблицей.
Более сильный ток увеличивает глубину проплавления металла, при этом электрод можно водить быстрее. При превышении оптимальных значений также возможен перегрев металла и его прогар.


На практике точное значение подбирается с учетом комплектации товара и климатических условий.
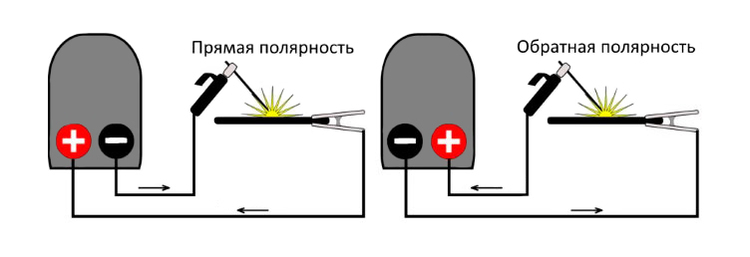
Полярность при сварке инвертором
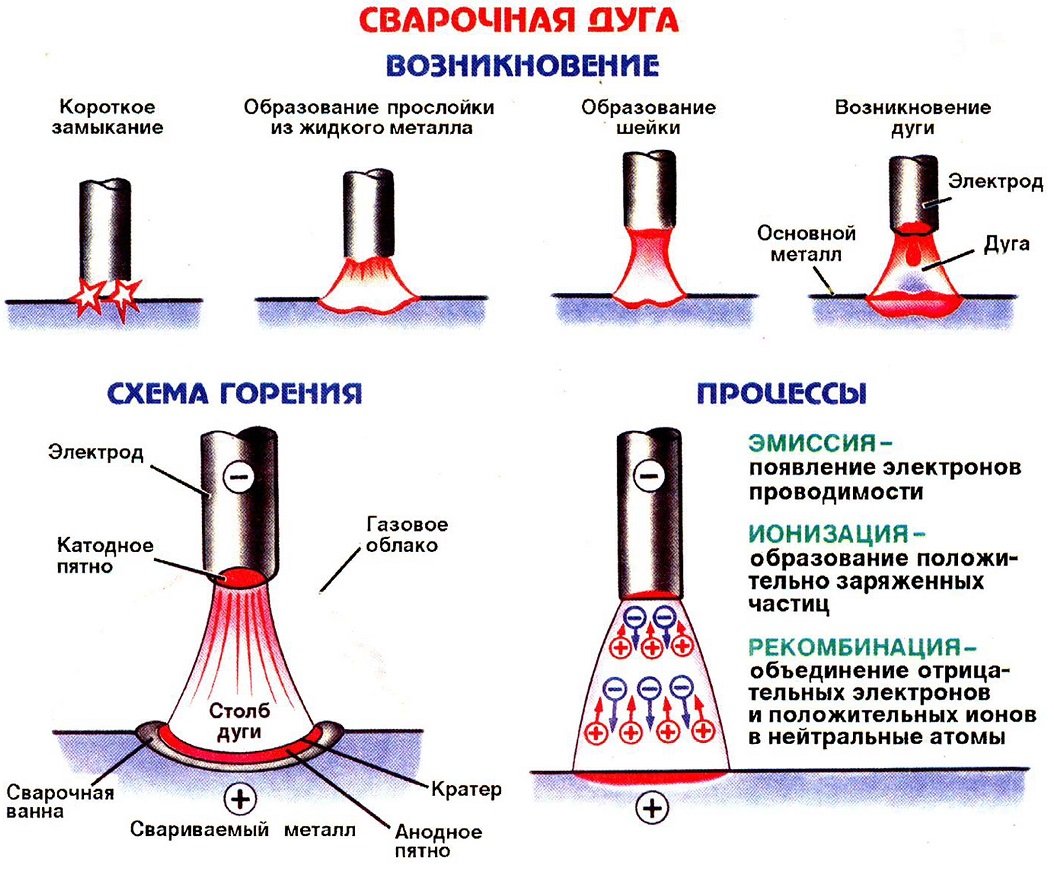
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.

Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Подробиця
Типи апаратів для зварювання
На будівельному ринку є безліч моделей зварювальних апаратів, і серед усього розмаїття варто виділити наступне:
- Випрямляч.
- Плазмовий.
- Трансформатор.
- Автомат.
- Інвертор.
- Напівавтомат.
В умовах будинку або майстерні зазвичай використовують Трансформатори через малу вартість, а також Інвертори через зручності і простоти виконання робіт. Решта зажадають або особливі умови для роботи, які можна створити лише на виробництві, або буде потрібно тривале придбання навичок і особливе навчання.
Трансформаторний
Пристрій подібних автоматів звичайнісіньке-це понижуючий і потужний трансформатор, причому саме в його вторинну обмотку і включають електричну робочу ланцюг. Переваги такого пристрою полягають в його простоті, невибагливості, живучості і дешевизні. А з недоліків виділимо велику вагу і розміри, низький рівень стабільності дуги, робота на змінному струмі і створення кидків напруги в мережі живлення. Подібний апарат зажадає від зварника великого досвіду і майстерності. Для навчання початківця майстра пристрій погано підходить.
Інвертор
Крім того, пристрій не викликає напруги в мережі живлення. Але є кілька недоліків-висока вартість і мала ступінь стійкості до морозу. Навчання почати варто саме з інвертора, тому що стабільність параметрів душі і наявність додаткових функцій полегшать старт і допоможуть запобігти залипання, а також дадуть можливість новачкам зосередитися на шві і якомога швидше освоїти нову для них технологію.
Що потрібно для виконання робіт початківцям майстрам
Для того, щоб приступити до навчання, потрібно вибрати відповідну екіпіровку та обладнання. Особливу увагу варто приділяти власним засобам захисту, тому що Зварювальні роботи являють собою шкідливий процес для органів дихання і зору. Буде потрібно організувати робоче місце, а якщо воно знаходиться в майстерні, то кімнату потрібно забезпечити ефективної витяжною системою і прекрасним освітленням.
Щоб правильно варити метал інвертором або іншим пристосуванням, важливу роль буде грати і місце. Якщо ви бажаєте почати навчання на свіжому повітрі, то робити це слід на сухому підставі і під навісом, який буде захищати вас і обладнання від дощу. Робоче місце повинно вийде просторим, не бути захаращеним, а також не утрудняти руху зварника. Кабелі слід прокладати так, щоб ви на них не наступили і не запнулися при переміщенні навколо заготовок. В якості заготовки для відпрацювання навичок варто вибирати обрізки прокату і сталеві листи, а починати з важливих конструкцій не рекомендується.
Засоби захисту та інструменти
З інструментарію, обладнання та матеріалів потрібно:
- Болгарка (УШМ) для нарізування заготовок і зачистки швів.
- Набір ручних слюсарних інструментів-зубила, молотки, Пасатижі та інше.
- Щітка з металу для зачистки заготовок.
- Струбцини і затискачі для того, щоб заготовки були з’єднані між собою.
- Електрод.
І, звичайно ж, вам буде потрібно інвертор.
Які вибрати електроди
Щоб навчитися добре варити метал, потрібно вибрати Зварювальні матеріали за типом зварюваних матеріалів і їх товщиною. Як завдання для навчання варто вибирати стандартні низьковуглецеві конструкційні сталі. Для них чудово підійдуть популярні електроди з обмазкою. Зазвичай потрібно вчити на електродах з діаметром 1.6, 2 і 3 мм (це для тонкостінних конструкцій), а з товщиною від 4 до 6 мм для зварювання заготовок з товстими стінками.
Найчастіше для домашніх умовах застосовують електроди з діаметром в 3 мм, а більш тонкі підійдуть для зварювання деталей з тонкими стінками. Потужність пристрою обов’язково повинна відповідати діаметру електрода, а в керівництві користувача є табличка для визначення робочого струму по номера електрода.
Подготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу. Второй кабель представляет зажим для электрода.
Что представляет собой инверторный аппарат

Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Какими электродами варить профильную трубу 2 мм.
При выборе электродов для электросварки руководствуются толщиной заготовок, напрямую связанной с их диаметром.
Необходимые данные можно получить из таблиц на упаковке или определить размеры самостоятельно, учитывая, что диаметр электрода примерно соответствует толщине стенки при значениях не более 4 мм.
Выбор режима сваривания и вида электродов
Ток, пропускаемый через электроды, напрямую связан с их диаметром, его номинал обычно указывается на упаковке. Дополнительно его значение можно установить из таблиц или приблизительно определить расчетами, исходя из того, что 1 мм. толщины электрода требует ток в 30 ампер.
Существует четыре основных вида электродов в зависимости от материала покрытия:
- Кислые (А). Характеризуются высоким содержанием железа и марганца, металлический электрод переходит в шов в виде мелких капель с образованием жидкой ванны, при отвердевании шлак легко отделяется. При работе слишком высокая температура дуги приводит к подрезам, шов в высокой степени подвержен трещинам – это ограничивает применение данного вида.
- Целлюлозные (Ц). Помимо целлюлозы в состав входят ферромарганцевые руды и тальк, которые полностью выгорают при нагревании, образуя защитный газ, при этом шов не имеет шлакового покрытия. Электрод переходит в шов средними и крупными каплями, образуя грубую неровную структуру с многочисленными брызгами.
Рис. 10 Внешний вид электродугового аппарата и электрода
Рутиловые (Р). Покрытие состоит в основном из диоксида титана или ильменита, металл электрода переходит в сварочную ванну средними и мелкими каплями с малым количеством брызг и образованием ровного качественного шва. Шлаковое покрытие имеет пористую структуру и легко отделяется от шва.


Для электросварки низкоуглеродистых стальных сплавов, из которых изготавливаются профильные трубы, наиболее часто применяются хорошие электроды марок УОНИ-13/55, МР-3, АНО-4, для сваривания нержавейки можно использовать марку ОК 63.34.
Рис.11 Сварка тонкостенных труб
Как правильно варить сваркой
Сварочный шов принято считать наиболее прочным методом соединения заготовок. Его используют на производстве и в обиходе. Все домашние специалисты периодически применяют сварку. Хорошо, когда пользователь знает, как производятся такие работы, но очень часто приходится просить помощи мастеров. Технологии производства таких неразъёмных соединений можно научиться самому. Начинают с наиболее лёгкого: электрической сварки для новичков, это обучение выполнению разных соединений. Более сложную работу можно делать тогда, когда будут приобретены основные навыки.
 Как самостоятельно варить сваркой ФОТО: svarkaipayka.ru
Как самостоятельно варить сваркой ФОТО: svarkaipayka.ru
О технике безопасности
Личная безопасность должна быть превыше всего для начинающего сварщика. Всем, кто интересуется инверторной сваркой для начинающих, стоит позаботиться о защите. Вам понадобится:
- Сварочная маска
- Сварочные перчатки (гетры)
- Халат или комбинезон с огнестойкой подкладкой
- Обувь из негорючих и неплавких материалов
- Респиратор (в некоторых случаях)
- Защитные очки для чистящих средств
Минимальный набор защиты позволит избежать травм, которые легко получить без опыта
Желательно уделить пристальное внимание выбору сварочного шлема, чтобы защитить глаза от излучения сварочной дуги
Важные моменты обучения
При сварке полуавтоматом или инвертором для ручной сварки надо знать следующее. Основой сварки инвертором для начинающих является безопасность, аккуратность выполнения всех этапов работы и постоянная практика.
Обучение может сопровождаться ошибками, поэтому работа начинается с тренировки на различных соединениях.
Результатом тренировок и правильного подхода будет крепкое и ровное соединение. Шлак нужно оббивать, чтобы контролировать появление коррозии.
Если в процессе электродный наконечник не может прилипнуть, то целесообразно проверить силу тока, и проверить детали сварочного устройства на сухость. Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
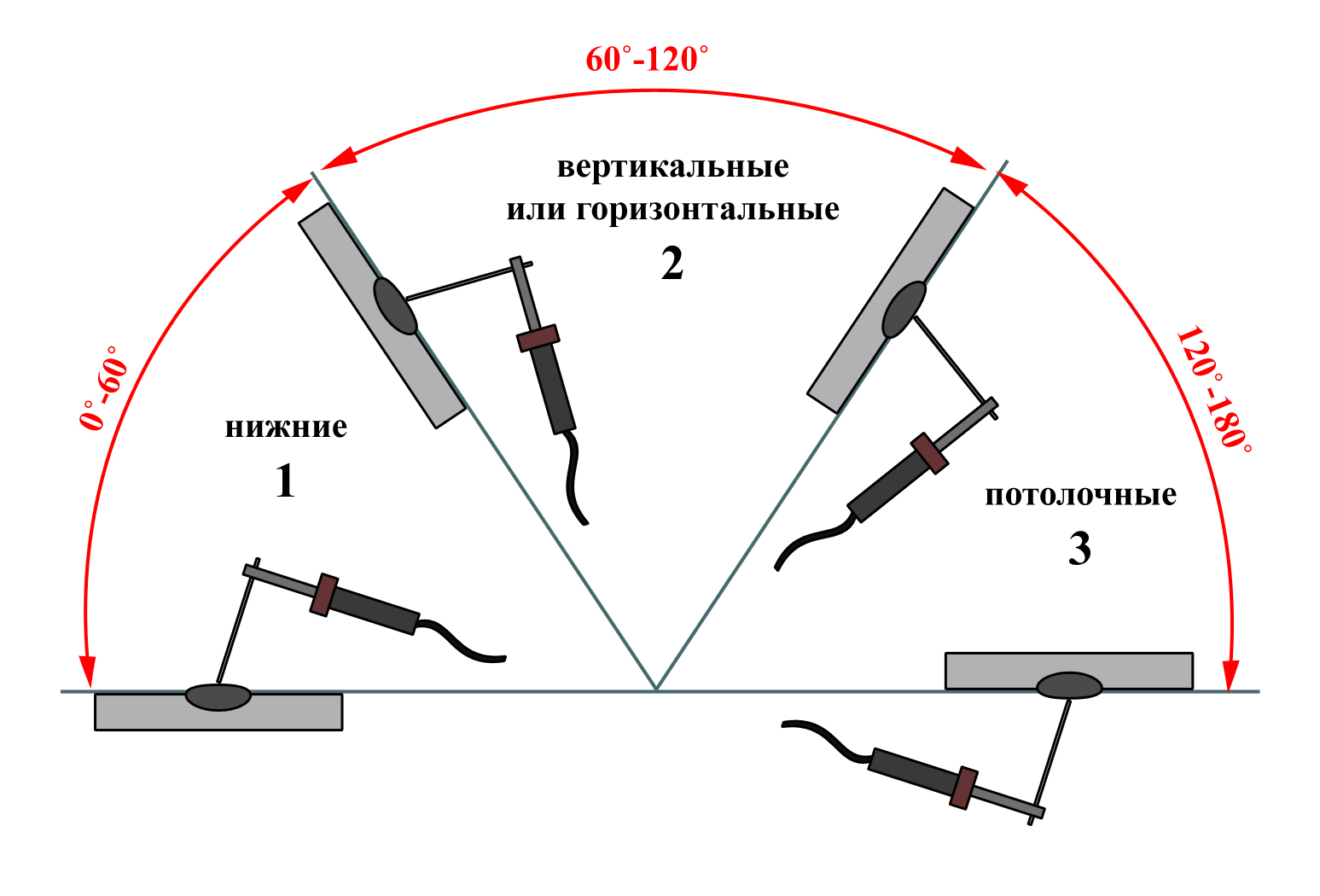
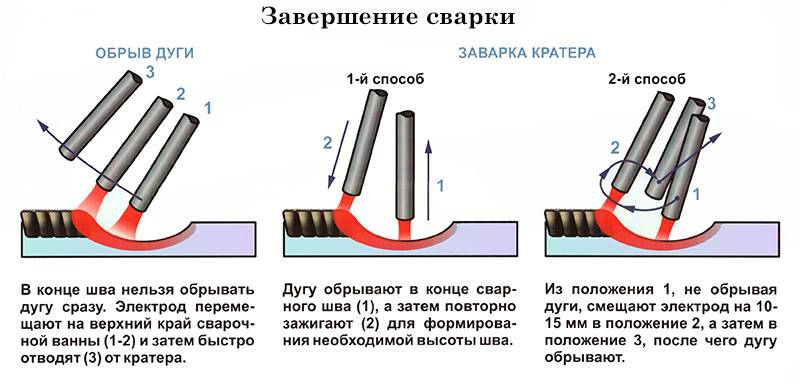
Обучение сварке инвертором рекомендуется проводить из нижнего положения, после освоения процесса можно переходить к кольцевым и вертикальным. При угловых и тавровых (в виде буквы «Т») соединениях трудно достичь качественного сваривания, так как металлические срезы сливаются в сторону, но можно расположить сварные части «лодочкой», что устранит эти проблемы.
В инструкциях и руководствах к использованию инвертора содержится информация об оптимальной непрерывной длительности работы. Чтобы не допускать перегрева, следует чередовать циклы.
Если появились явные дефекты, то часть сваривания надо удалить и провести сварку повторно, проварив слабые места соединения.






