Как изготовить ленточнопильный механизм своими руками?
Чтобы произвести вертикальный ленточнопильный станок в домашних условиях достаточно иметь лишь базовые представления о том, как происходит процесс сборки.
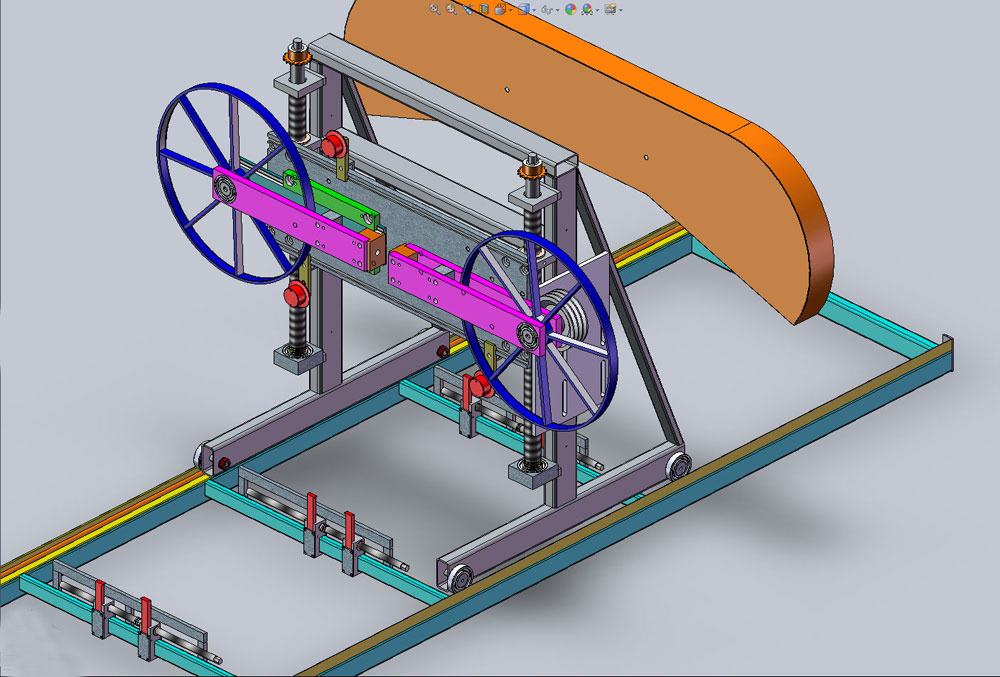
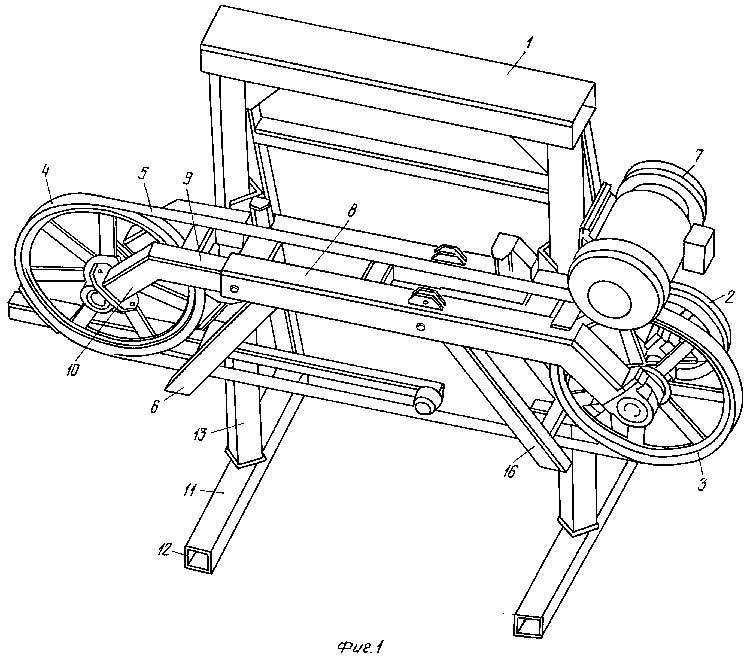
- Прежде всего, делают все необходимые эскизы агрегата и всех его действующих узловых частей.
- После этого, согласно чертежам, делают сварку стана для рабочего стола. Как правило, габарита стола следующие: 400 на 700 мм.
- В качестве рамного покрытия устанавливают столешницу. Чаще всего ее производят из фанерного перекрытия с глубиной проникновения 20 мм.
- Посредством приварки поперечного профиля к уголку устанавливают несущую штангу.
- Верхний и нижний шкив становится основным настилом для обеспечения качественной рабочей поверхности на основе листовой резины.
- Посредством специальной смолы инсталлируют втулку из дюралевого сплава, внутри которого сначала вытачивают проем для подшипника.
- Внутри настольной поверхности помещают двигатель, который и является приводом для работы станка. На двигатель крепят ведущий шкив.
- Для снижения вибрации установки устанавливают демпфер, выполненный собственными руками из текстолитного материала.
- При перегреве станку обязательно нужно давать «пить» время от времени.
Отличная самоделка от нашего подписчика Дениса Дд. Это ленточная пила из фанеры при минимальной стоимости такого агрегата в 8000 рублей, думаю, что эта статья может оказаться полезной.
Верхняя часть станины (самая геморойная часть) собрана из 4х листов фанеры (15шка) на клей и шурупы в центре листов имеется паз шириной 100мм. и глубиной 30 мм (2 листа фанеры) в этом пазе ходит натяжитель для ленты. На фото видно.
Отдельно фото натяжителя нет, но конструкция простая к фанере 100 на 30 прикручена шпилька и с верху гайка, закручиваем гайку натяжитель поднимается лента натягивается. Ход натяжителя около 15 см. Делал ход натяжителя специально побольше чтобы была возможность использовать ленты как 2300мм так и 2500.  В этот же брусок закреплен шкив верхнего вала. Регулировку угла вала, которая позволяет центровать пильную ленту, не делал (хотя зря походу) выставлял валы немного в развал, когда лента натягивается валы встают на место соответственно лента ходит по центрам валов +-. Ставить валы в развал пришлось из за недостаточно жесткой конструкции рамы именно в месте натяжителя. Нужно больше слоев фанеры тогда гулять не будет. Остальная рама сделана из досок 150/50 срощенных в двое. Тут с жесткостью все нормально.
В этот же брусок закреплен шкив верхнего вала. Регулировку угла вала, которая позволяет центровать пильную ленту, не делал (хотя зря походу) выставлял валы немного в развал, когда лента натягивается валы встают на место соответственно лента ходит по центрам валов +-. Ставить валы в развал пришлось из за недостаточно жесткой конструкции рамы именно в месте натяжителя. Нужно больше слоев фанеры тогда гулять не будет. Остальная рама сделана из досок 150/50 срощенных в двое. Тут с жесткостью все нормально.
Валы точил из той же фанеры 15 шки в два слоя. Размеры валов 350мм. В центр ставил подшипники по 2 на каждый вал, закреплены валы к станине через шпильку 16 мм подошла к подшипникам.
После того как выточил валы и собрал станину включил мотор и отшлифовал/отцентровал шкуркой и стамеской. С нижним валом проблем не возникло (мотор его крутит шкури точи не хочу), а вот верхний) пришлось заставить крестится с уже одев на него ленту. Вот в принципе таким способом были отцентрованы валы.
В результате этого в значительной мере ушла вибрация при вращении (без такой центровки агрегат колбасило из стороны в сторону). Далее балансировка валов. Снимаем ленту и ремень, крутим вал и смотрим какой стороной он опускается в низ, соответственно та тяжелее, сверлом убираем немного и опять крутим и так пока вал не будет останавливается в разных положениях, и его никуда не будет тянуть. На следующем фото видны эти отверстия.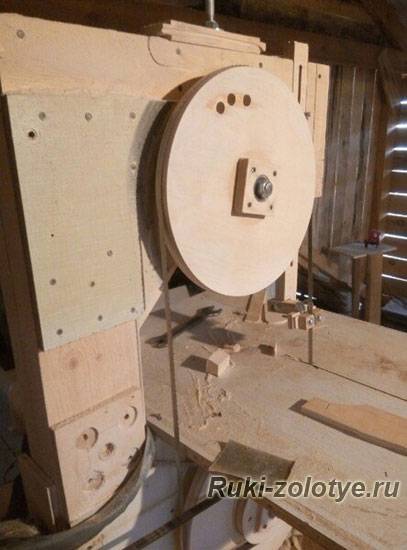
Валы имеют форму яйца соответственно лента не касается зубцами самого вала. Нужно еще на валы резину одеть. Камеры от велосипеда как вариант.
Мотор был взят от старой стиралки, слабенький но пилит). Шкив на мотор так же был выточен из той же фанеры. Ремень ручейковый от генератора.
Направляющие для ленты ну тут описывать сложно на фото видно в принципе. 1 направляющая с верху с возможностью изменения высоты вторая закреплена под столешницей.
На направляющих стоит упорный подшипник сзади по бокам 2 сухаря из бука, собрано все на болтах, с возможностью регулировать.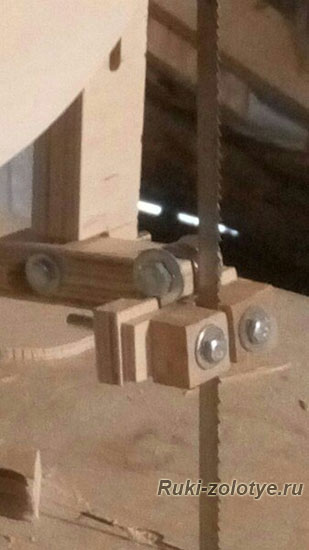
Обратить внимание при сборке на верхний узел обязательно, использовать не менее 6 слоев фанеры. Т.е
2 листа цельных, потом 2 под натяжитель они разрезаны посередине (место для натяжителя) и опять 2 листа цельных. Думаю, такой жесткости будет точно достаточно чтобы валы не уходили в момент натяжки ленты.


Кто работает с деревом, у того в мастерской обязательно есть различные инструменты, здесь не обойтись и без ленточной пилы. У кого ее еще нет, предлагаю сделать ленточную пилу своими руками. С такой пилой мы можем распилить ровно, по контуру любой рисунок, любую заготовку, она очень удобная и незаменимая в столярном деле.
Что необходимо для получения эффективного ленточного станка?
Самодельный ленточный станок изготовляется по готовым чертежам, которые находятся в общем доступе. Для выполнения такой работы необходимо и другое:
- найти несколько автомобильных деталей;
- подобрать соответствующий прокат сортового типа;
- правильно провести все необходимые слесарные и токарные работы;
- осуществить некоторые манипуляции при помощи сварочного аппарата.
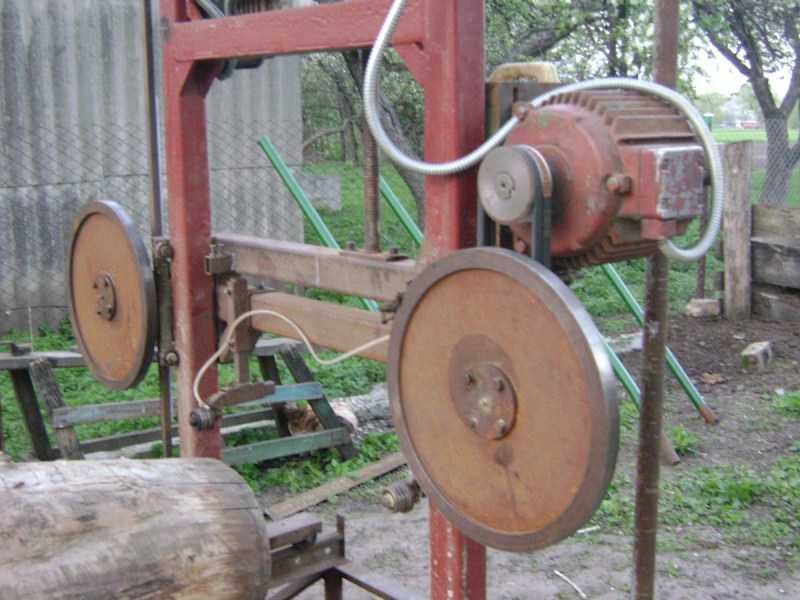
Чтобы произвести сборку ленточного станка, можно использовать ненужные шкивы, снятые из старой сельскохозяйственной техники. Лучше всего, если их диаметр достигает 300 мм. В качестве направляющих рекомендуется использовать металлические трубы двух разных диаметров. Первая должна иметь размер полдюйма, а вторая – немного больше. В результате одну трубу можно надеть на другую и получить необходимый зазор в 0,5 мм.
Виды ленточных полотен
Необходим грамотный подход к выбору оборудования для распилочных работ. Чтобы при эксплуатации не возникало проблем, надо правильно учитывать технические характеристики, допустимую область применения, возможности инструмента. Не последнюю роль играют параметры зубцов, размер полотна и качество заточки режущей кромки.
Разнообразие пил может смутить даже опытного мастера. В зависимости от того, что они обрабатывают, их принято разделять на типы. Это может быть:
- Обработка дерева.
- Резка камня.
- Работы по металлу.
- Распилка синтетического материала.
 При работе с металлом или камнем нужно использовать инструмент, в котором присутствуют сверхпрочные сплавы. Иначе возможны случаи поломки, брак при обработке деталей или разрыв режущего полотна. Прежде чем самостоятельно собирать или приобретать подобное оборудование, нужно определиться с основными рабочими задачами и оценить объем предстоящих работ.
При работе с металлом или камнем нужно использовать инструмент, в котором присутствуют сверхпрочные сплавы. Иначе возможны случаи поломки, брак при обработке деталей или разрыв режущего полотна. Прежде чем самостоятельно собирать или приобретать подобное оборудование, нужно определиться с основными рабочими задачами и оценить объем предстоящих работ.
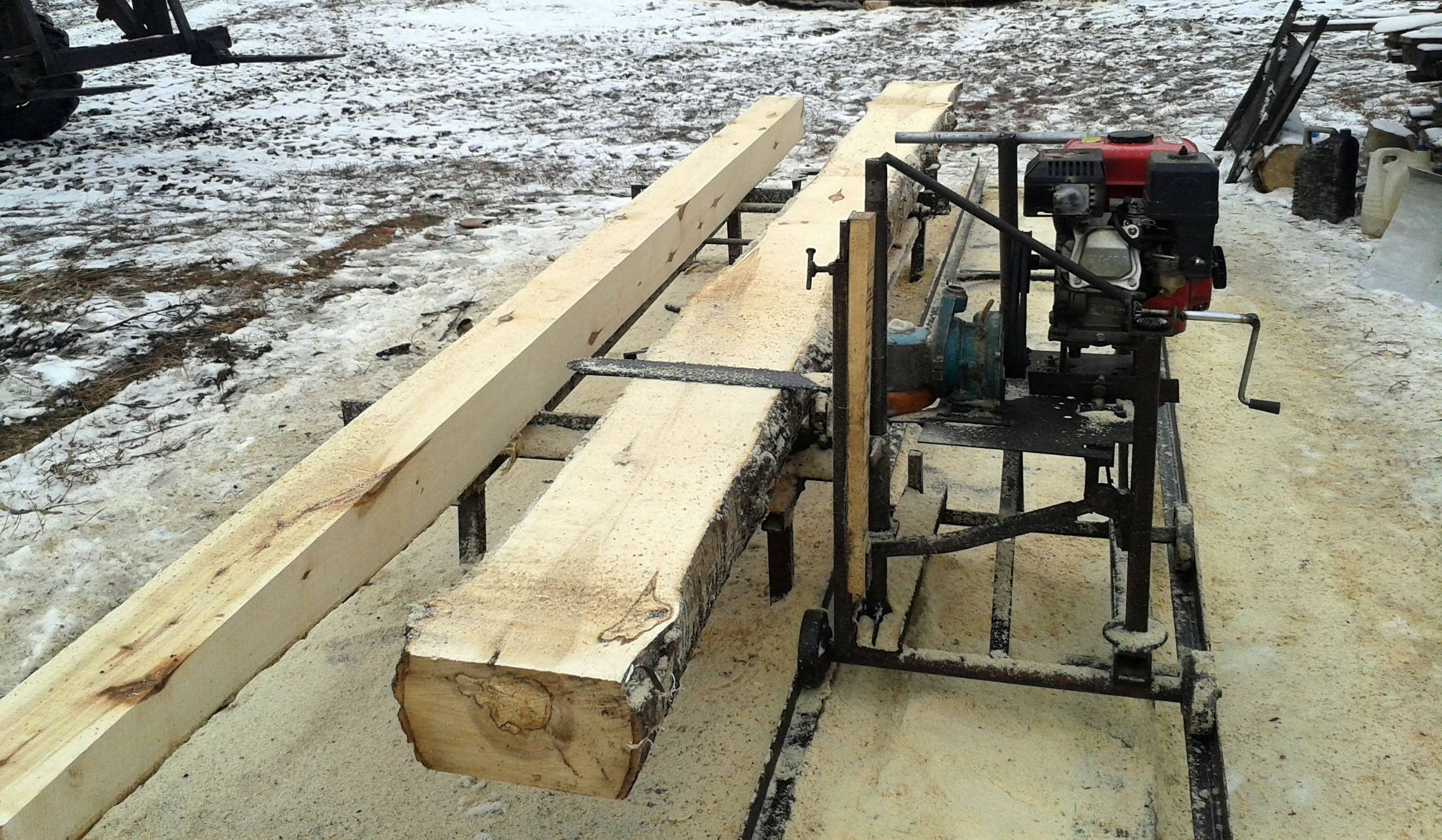
Если необходимо выполнить значительный объем работ различной направленности, связанный с использованием дерева, досок, тогда придется применить распиливание. Для этого понадобятся как бревна, так и инструмент для обработки — пилорама.
Скорость ленточной пилы.
Режим резания определяется несколькими показателями, прежде всего это материал заготовки. Необходимо учесть к какой группе сталей и сплавов он относится. Также нужно знать размер обрабатываемой заготовки и правильно выбрать шаг зуба
Немаловажное значение при этом играет, какой компанией выпущено полотно. Продавцы ленточнопильных станков дают рекомендации для выбора оптимальной скорости ленточной пилы, для конкретного вида оборудования. Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала
К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы
Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала
К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы
Определение скорости подачи полотна пилы. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или увеличьте скорость резания.









Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
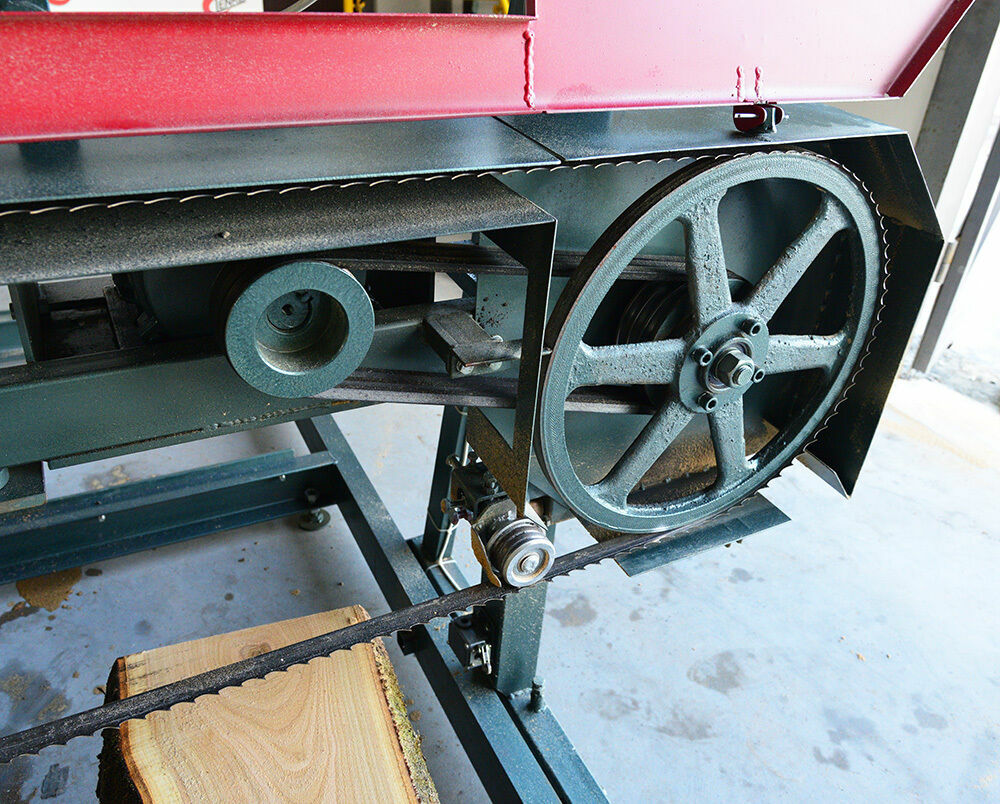
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.
При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).
Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Metabo BAS 260 SWIFT
Цена от 20 799 до 22 799 (Средняя цена: 20 799 руб.)
Красивый. Тихий.
Минусы
Станок базового уровня, для нормальной работы требует серьезной регулировки. Очень тяжело настроить прямой рез и избавиться от небольшого биения полотна.
Хороший станок, если понимать для чего его брать.
Без тщательной регулировки — выброшенные деньги.
Мозг, прямые руки, ключ на 10 и 13 должны быть всегда рядом.
После танцев с бубном, затягивания и фиксации при помощи самопальных приспособлений опускающейся шины добился прямого реза практически без увода в сторону.
Но!!! Это долго и сложно. Станок неплохой, но начального уровня!!!.
Еще момент. Плотное дерево типа клена и дуба толщиной более 3 см прямо пилит нормально, но ОЧЕНЬ медленно, Фигурный рез только на тонком дереве до 1 — 1,5 см, мощности не хватает, останавливается..
Сосна, ель, фанера, пластики — это на ура.
Для себя, на даче запилить что-то, для небольшой кустарщины-отличный вариант. Для более серьезной работы-нет.
Пилит.
Высота пропила до 10 см.
Минусы
Ожидалось качество. Всё-же в два раза дороже простейших китайских ленточек. Качества нет.
Механизм опускания упора сделан крайне просто — по двум пластиковым квадратикам ездит профиль. Прижимается к гнутой стенке корпуса. После закрывания и завинчивания дверцы перекос убирается и упор свободно падает вниз. Разумеется, болтается и не держит полотно. Пришлось изготавливать фигурные направляющие.
Изначально не дожималась верхняя кнопка, блокирующая работу при открытой дверце. Тут починить было несложно.








Эксцентрик на продольном упоре очень толстый и может легко разблокироваться при работе. По слухам, если его задвигать сильно, то проминается алюминий на планке.
Паз под поперечный упор чуть шире планки, а сам пластиковый угольник поперечного упора ощутимо болтается на оси, так что о точности угла при поперечном распиле можно не говорить.
Выбор
Несмотря на то что внешне конструкция ленты кажется простой, она имеет немало отличительных признаков, которые указывают, с какой задачей полотно справляется лучше и для чего предназначено. К ним относят количество и форма зуба, а также скорость резки и вариант разводки.


Число и габариты зубьев
Присматривая полотно для ленточнопильного станка, нужно обращать внимание на количество зубьев со стороны режущей кромки. Оно неслучайно, так как от этого зависит ровность распила. Чем их больше, тем легче сделать ровный рез детали с толстыми стенками
Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна
Чем их больше, тем легче сделать ровный рез детали с толстыми стенками. Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна.
Что касается размера зубьев, то здесь все просто: чем они меньше, тем меньше глубина пропила. Например, если полотно имеет маленькие режущие кромки, им лучше работать преимущественно с тонкостенными листами. Зубья стандартного размера предназначены для работы преимущественно на тонких заготовках. Такие полотна можно использовать, если нужен фигурный рез. Когда необходим глубокий пропил, имеет смысл купить вариант с крупными зубьями.

Шаг
Здесь не все так просто: чтобы купить верный вариант, нужно соотнести шаг с параметрами ответной части на самом станке. Здесь можно учесть, что полотно с крупным и постоянным шагом выпускают для реза небольших тонких деталей (редкие зубья не справятся с большой толщиной). Если нужно разрезать большой лист, стоит покупать ленту, зубья которой расположены близко друг к другу. В случае работы с мягким материалом целесообразно приобретать ленту, зубцы которой переменны.


Разводка
В зависимости от типа полотна для ленточной пилы зубья у нее могут располагаться по-разному. Они имеют небольшое отклонение в стороны относительно плоскости самой кольцевидной ленты. Именно от разводки зависит качество реза и степень вибрирования во время работы с тем или иным материалом. Кроме того, от этого зависит и скорость стачивания самого инструмента.
Развод может быть стандартным, групповым и волнообразным. При стандартном варианте зубцы располагаются попеременно в обе стороны, а третий – смотрит в центр. Полотно с данной разводкой используют для распила габаритных секций из металла на горизонтальном оборудовании, а также для контурного пиления и реза сырья на станках, оснащенных вертикальной подачей.


В групповом режущем профиле зубья смотрят попеременно вправо и влево. Скорость вращения такого полотна больше (в сравнении с иными аналогами). К тому же оно не создает колоссальных нагрузок на обрабатываемые детали и отличается высоким качеством реза. В волновом разводе зубья смотрят попеременно в обе стороны, но при этом в каждую сторону может смотреть сразу несколько элементов. Такая разводка актуальна для реза тонких материалов и маленьких заготовок.
Скорость резки
Степень полезности полотна для решения запланированных задач зависит от скорости реза и подачи. И здесь придется отталкиваться от типа обрабатываемого материала. Чтобы подобрать верный вариант, нужно отталкиваться и от выбора конкретного производителя, поскольку каждый зуб должен спиливать с обрабатываемой заготовки стружку конкретной толщины. Полотно подбирают, исходя из особенностей ленточнопильного оборудования, так как каждый станок имеет свою скорость реза и подачи материала.


Изготовление пилы своими руками
Учитывая все нюансы, размер и шаг зубьев на режущем элементе, можно приступать к самостоятельной сборке ленточной пилы в домашних условиях. На этом можно сэкономить значительную часть денег, но всё равно потребуется приобрести некоторые детали и материалы для сборки рабочего стола или устройства, приводящего механизм в движение.
Сборка ленточной пилы по дереву своими руками по чертежам включает следующие элементы:
- ленточный шкив;
- режущий элемент для ленточного станка;
- клиновый ремень типа А710;
- штангу несущую;
- направляющие;
- шкивы;
- электродвигатель с выбором мощности в зависимости от объёмов выполняемой работы;
- ремённый привод;
- кронштейн;
- две гайки типа М12 (2 шт.);
- ремень клиновый;
- направляющую;
- демпфер;
- штангу несущую;
- опору верхнюю;
- ползун;
- регулировочный винт;
- привод для верхней ленты.
Некоторые детали легко заменить подручными материалами, которые есть практически у любого человека в гараже. Другие элементы станка требуют покупки производственных моделей. Например, электродвигатель невозможно собрать своими руками, а оборудование со стиральной машинки или аналогичной техники не подойдёт из-за недостаточной мощности.
Устройство и сборка станка
Сразу стоит отметить, что чертежи самодельной ленточной пилы по дереву подойдут только в том случае, если есть помещение соответствующих габаритов. Столешница и станина с установленным агрегатом имеет внушительные размеры, которые просто не влезут в маленькое помещение. Такое оборудование используют для роспуска больших брёвен, но для обработки мелких заготовок подойдёт и мини-станок.
Станина и блок шкива
Рама станины является несущей частью, которая удерживает на себе большой вес всей конструкции. Нагрузка из-за вибрации в процессе работы усиливается в несколько раз, именно поэтому станина должна быть изготовлена из металлических профилей, которые необходимо сварить. Для станков среднего и малого размера за неимением металлических профилей подойдёт деревянный материал, но это должна быть цельная доска шириной 20 мм, а не ДСП или листы фанеры.
Доски соединяются таким образом, чтобы слои соединялись на пересечении волокон. Для дополнительного усиления рамы, собранной из брусков, используют саморезы, специальный клей, крепления и любые другие методы соединения. В итоге вся конструкция должна соответствовать функциям демпфера, который гасит рывки и вибрацию, получаемую во время работы режущего элемента. Для этого станина должна быть жёсткой и упругой.
Ещё одна важная деталь — это блок верхнего шкива, который держит в натяжении полотна. Колёсный вал монтируется во вставку, расположенную на внутренней части рамки. Ось регулируется с помощью двух резьбовых шпилек, которые монтируются в древесный материал с помощью гаек.
Верхняя (торцевая) часть станины обеспечена специальным винтовым механизмом, который отвечает за вертикальное перемещение по направляющей. Всю конструкцию усиливают путём установки добавочных шайб, которые привариваются к поверхности. С тыльной стороны предусматривают фланец, на котором фиксируется вал для выточки.
Особенности столешницы и шкива
Если неправильно закрепить подшипник, тогда появляется проблема с колесом, которое постоянно ударяется о плоскость в процессе работы. От этого режущий элемент начинает скользить и уходить в сторону, что в итоге приводит к порче обрабатываемого материала. Чтобы избежать таких ситуаций, подшипник устанавливается за перпендикулярностью вала.







Собранная ленточная пила своими руками по металлу, дереву или камню требует установки столешницы на тумбовое основание. Внутри её помещается мотор и пусковой механизм. Они отвечают за движение полотна, скорость и время его работы. Для изготовления такого стола часто используют фанеру, которую дополнительно обшивают текстолитом.
Нагрузка на столешницу минимальная, поэтому такого материала вполне достаточно для работы. Чтобы упростить работу, её оснащают самыми разными функциями. Например, столешницу оснащают поворотным механизмом для удобства распила заготовки под заданным углом. Параллельный упор или установка роликовой системы добавит столу горизонтальные движения, которые значительно ускоряют обработку.
Применение и выбор ленточных станков
Без ленточнопильного станка по дереву не обойтись, если нужны:
- прямой/криволинейный раскрой древесины, древесных плит (ДВП, ДстП, MDF), мебельных щитов;
- распил бревен на доски;
- нарезка досок на ламели;
- черновое выпиливание деталей;
- нестандартные работы по дереву;
- экономное распиливание дорогих пиломатериалов.

Распиливание дерева
Правильно выбрать машину для ленточного пиления дерева проще, если заранее определиться, для каких именно операций она нужна. Также необходимо решить, какие дополнительные функции будут востребованы, а какими из них можно пренебречь.
- Главное – качество режущего края. Плюс пильного полотна из твердой стали – оно долго остается острым и сохраняет развод даже при работе с искусственными древесными полотнами. Минус – если уж пила затупилась, то ее необходимо менять, заново наточить не получится. Противоположные твердым полотнам достоинства и недостатки имеют полотна из более мягкой никелевой стали. Такие ленты можно многократно затачивать, делать им развод и даже сварить, если они порвутся. Однако и тупятся никелевые пилы быстрее.
- Глубина пропила – то есть максимальная толщина материала, с которой может справиться ленточнопильный станок. Для небольшой мастерской достаточно будет значения 150 мм. Толщина пиления в 300 мм и больше подойдет, если на оборудовании будут распиливаться на тонкие части массивные детали.
- Скорость пиления. Для дерева рекомендуется выбирать максимальную скорость.
- Во время работы скапливающиеся на ведущем шкиве опилки могут приводить к проскальзыванию пилящей ленты. Стационарные очищающие щетки сметают древесные отходы, предупреждая загрязнение шкива. По этой же причине желательно закрытое исполнение подшипников.

Ленточный станок по дереву
В отличие от многофункциональных столярных обрабатывающих центров, ленточнопильный станок для работ по дереву – относительно недорогое оборудование, поэтому его выбирают производства среднего и малого масштаба.
Подбираем станок
Какое ленточнопильное оборудование по металлу предпочесть – напрямую зависит от материалов, которые будут резать, и от режимов резания
Перечислим, на что нужно обратить внимание в первую очередь, прежде чем выбрать станок
- Правильно подобранный металл режущей части. Для резки стали – легированной и нелегированной – нужны углеродистые полотна. Для работы с чугунным литьем, а также сплавами, содержащими титан и никель, применяются твердосплавные материалы. Для резки абразивных материалов – высокопрочные алмазные пилы. Для тяжелого режима пиления – быстрорежущие биметаллические.
- Мощность электропривода и наличие регулировки скоростей. Для бытовой и нерегулярной резки металла обычно используются машины со слабым двигателем. Но для масштабного производства от мощности привода главного движения и от скорости подачи заготовки зависит производительность. Поэтому данные параметры могут оказаться решающими.
- Управление – ручное или автоматическое. При ручном оператор самостоятельно поднимает режущую раму и зажимает деталь в тисках. При автоматическом – мастер задает программу. Дальнейшие действия – фиксация детали в гидравлических тисках, подача в зону резания, подъем и опускание пильной рамы – происходят автоматически. Ручные станки востребованы для резки легких металлов на небольших производствах. Автоматические – для серийного пиления на крупных предприятиях.
- Степень поворота рамы/стола/тисков для углового пиления металла.
- Охлаждение. Обрабатываемый металл и сам режущий механизм очень нагреваются во время пиления, поэтому в место наибольшего трения подается охлаждающая жидкость, как правило, вода или водные эмульсии. Дополнительный плюс подобного охлаждения состоит в том, что опилки металла смываются, а не разносятся далеко от места резания.
- Желательно наличие такой функции, как автоматическая остановка после окончания сквозного распила.
- Общая жесткость конструкции. Чем устойчивее станок и чем лучше он противостоит вибрации – тем точнее способен резать металл.
Мало какое предприятие позволит себе выбрать и купить станок, не обращая внимания на его цену. Стоимость оборудования определяется его назначением, габаритами, именитостью производителя и количеством торговых посредников.






