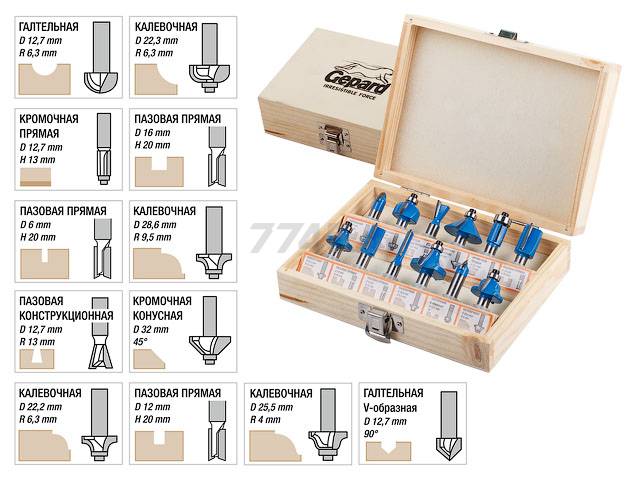
Пальчиковая и монолитная фреза по дереву для выборки пазов
Фреза по дереву без подшипников обычно называется пазовой. Некоторые фрезы имеют кромки, замыкающиеся на нижнем торце, некоторые снабжаются только торцевыми ножами, как у сверла Форстнера. Такими фрезами возможен заход с вертикальной подачей фрезера, поэтому они идеально подходя для выборки проушин и глухих пазов.
Пример HTML-страницы
Фреза по дереву с боковыми кромками изготавливает пазы и борозды только с заходом от края заготовки, иногда их используют для копирования по внутреннему шаблону при изготовлении столярных соединений. Большинство фрез этого класса монолитные, а по форме могут быть:
- Прямоугольными;
- Трапециевидными;
- Галтельными;
- Клиновидными;
- Фасонными с более сложной формой режущих кромок.
Спиральная фреза по дереву
Для выборки глухих пазов с вертикальным заходом идеально подходит спиральная фреза по дереву, у которой винтовые кромки хорошо удаляют стружку, существенно повышая скорость работы. Спиральная фреза по дереву считается более быстрорежущей, чем обычные, но имеют довольно скудный выбор формы профиля. Тем не менее, галтельные, трапециевидные и V-образные пазы с их помощью нарезаются куда быстрее.
Розеточная фреза по дереву
Особой разновидностью пазовых фрез можно назвать розеточные фрезы, предназначенные для выборки радиальных узоров сложной формы. Работать ими можно как с точечным погружением, так и по шаблону, оставляя паз с равновеликими фасонными бортиками. Также учтите, что почти все виды торцевых фрез могут использоваться и для кромочной обработки либо подрезкой, либо в торец с применением специального ограничителя.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Фрезы по дереву для ручного фрезера могут иметь наборное и монолитное исполнения. В первом случае конструкция инструмента представляет собой определённый набор пластин из быстрорежущей стали, которые посредством напайки медными сплавами прикрепляются к хвостовику фрезы (иногда, в более дешёвых наборах, вместо твёрдого сплава используется инструментальная сталь, а материалом хвостовика принимается легированная конструкционная сталь).
Во втором случае фреза является монолитным инструментом, который изготавливается из инструментальной стали. Особую разновидность фрез для ручного фрезера образуют насадные фрезы, которые состоят из съёмной пластины, которая затем насаживается на переходной хвостовик. Такие фрезы наиболее технологичны в эксплуатации, поскольку при затуплении режущего лезвия с одной стороны, съёмную пластину можно перевернуть на противоположную сторону, и продолжать пользоваться инструментом.

При выборе набора рассматриваемого инструмента обращают внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке, особенно, если заготовкой служат изделия из граба, груши, дуба и других твёрдых пород древесины;
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком;
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200…250С: инструмент после такой тепловой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм;
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.
Особо стоит выделить проблему твёрдости фрез для ручного фрезера. Производители наборов такого инструмента могут быть из КНР. Цена такого инструмента заметно ниже, но снижается также и качество металла, из которого выполнена оснастка. Чаще всего это касается монолитных фрез. Оценить марку стали в обычных условиях невозможно, однако проверку можно выполнить и в домашних условиях. Для этого лучше всего использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твёрдости 58…62 HRC.
Долговечность фрез определяется интенсивностью их применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущих сталей обладают наилучшей стойкостью, а монолитные, выполненные из рядовой инструментальной стали – наименьшей.
Сравнительная таблица
Выбор подходящего кромочного фрезера по дереву часто бывает затруднен большим количеством моделей, представленных в магазинах. Мастеру приходится анализировать характеристики множества электроинструментов. Можно пойти более простым путем и купить одну из популярных моделей, рассмотренных выше. Чтобы было проще сравнить их технические характеристики, рекомендуем изучить следующую таблицу.
| Модель | Мощность, Вт | Ход фрезы, мм | Скорость вращения, об/мин | Цанги в комплекте, мм | Средняя цена, руб. |
| FAVOURITE FER-900 | 900 | 40 | 30000 | 6 | 2 873 |
| Makita 3709 | 530 | 40 | 30000 | 6 | 6 131 |
| BOSCH GKF 550 Professional | 550 | 41 | 33000 | 6 | 6 100 |
| RYOBI R18TR-0 | 1600 | 38 | 29000 | 6, 6.35 | 9 165 |
| Makita RT0700CX2 | 710 | 35 | 10000-30000 | 6, 8 | 15 150 |
| DeWALT DWE 6005 | 590 | 22 | 16000-34000 | 6 | 19 990 |
Применение
Резание, шлифование, сверление стали основными операциями при обработке дерева, пластика и других мягких материалов. Но достижение многих задач невыполнимо без фрезерных работ, для чего нужен специальный инструмент. Область использования кромочного фрезера ясна из его названия. С его помощью легко производятся работы по краям плоской заготовки. В первую очередь это выполнение фасок и скруглений. С использованием профильных фрез можно получить край сложной формы. Незаменима кромочная машина при подгонке шпона под размер заготовки, для вырезания пазов под установку петель, замков и иной фурнитуры.
Кромочный инструмент может использоваться не только для обработки кромки, но выполнять и фрезерные работы. Чтобы приступить к выборке паза или гравировке, достаточно установить соответствующую фрезу. Если не требовать от этого инструмента большой производительности, то он вполне может заменить вертикальную фрезерную машину в небольшой мастерской.
Параллельный упор
Все вышеперечисленное под силу и обычной фрезе без опорного подшипника (она дешевле), если использовать копировальное кольцо или параллельный упор. Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков. В самом простом случае упор представляет собой гнутую металлическую пластину на двух стальных штангах с вырезом по центру.
В подошве фрезера для них предусмотрены направляющие с фиксаторами. Для обеспечения жесткости их делают длинными (во всю плиту) или короткими, но двойными — на каждую штангу по две разнесенных. Фиксация происходит минимум в двух точках (по одной с каждой стороны), максимум — в четырех.
В «примитивном» варианте такой упор имеет существенные недостатки — низкую жесткость штампованной конструкции, сложность точной настройки положения, ограничения по диаметру используемой фрезы (она должна помещаться в центральный вырез), невозможность отрегулировать базу опорной поверхности. По мере усложнения аксессуар избавляется от этих недостатков. Для примера рассмотрим самую интересную конструкцию, опуская промежуточные.
Штанги фиксируют в подошве не отдельными зажимами, а одним, действующим сразу на две стороны, — так сподручнее. После того как «штыри» зажаты, выставляют положение опорного башмака — он выполнен не заодно со штангами, а способен по ним перемещаться. У него тоже два зажима с одним (что удобнее) или двумя стопорными винтами.
После грубой настройки ослабляют дополнительный фиксатор и двигают опорную часть башмака, вращая юстировочное колесико. Как и в случае с вертикальной настройкой, здесь присутствуют мерные деления. Выставив требуемое значение, дополнительный стопор фиксируют.
Далее при необходимости раздвигают или сближают накладки, тем самым расширяя базу и/или подгоняя размер центрального промежутка между ними под фрезу конкретного диаметра. Заключительное и важнейшее замечание — основа механизма не стальная штампованная, а отлитая из легкого сплава.
Параллельный упор пригодится при работе с кромкой или при фрезеровании в поверхности на заданном удалении от края. Работают как по ровному контуру, так и по криволинейному. «Минусы» у такого устройства позиционирования таковы: ограничение отступа от края и сложность процесса.
Качественное фрезерование требует определенной сноровки и твердой руки. Например, легко «завалить» линию в начале и в конце заготовки, когда упор контактирует с кромкой не по всей длине базы. Если отступ велик, возрастает и риск уклониться от перпендикуляра с кромкой (или касательной к ней, когда она криволинейна).
Для удобства и точности работы регулируют базу бокового упора. При максимальном сближении губок легче начинать и заканчивать проход. Сближая «башмаки», необходимо помнить о том, что при опускании фрезы она может встретиться с ними, если отступ от края незначителен.
Максимально расширенная база облегчит длинные проходы на большом удалении от края, когда велик крутящий момент, уводящий линию упора от перпендикуляра к кромке.
Фрезер устанавливают на линию разметки, упор подводят к кромке и фиксируют. В данном случае обе штанги зажимают вращением одной рукоятки, обычно — несколькими «персональными» винтами.
Отпустив фиксатор механизма прецизионной регулировки, вращают котировочный винт, добиваясь точной установки упора.
После окончания настройки механизм фиксируют.
Точная настройка позволяет добиться полного совпадения линии разметки и оси фрезы. Для облегчения процедуры на подошве делают «мушку-прицел», по которой легче ориентироваться.
Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
- геометрия (общая форма);
- форма режущих кромок (лезвий);
- конструкция;
- материал, из которого изготавливаются лезвия;
- диаметр внешний, посадочный, хвостовика.
Независимо от параметров, все виды должны обладать высокой прочностью, поэтому их делают из твердых, прочных материалов с последующей термической обработкой. Применяется напыление, увеличивающее износостойкость изделий.


Конструктивное исполнение
Хвостовик и режущие зубцы или лезвия – основные части фрезы по дереву. Их делают из цельного куска металла (такие инструменты называют монолитными) или из отдельных частей с последующим скреплением (сборные, составные).
Монолитные фрезы изготавливаются из инструментальной стали (твердость не ниже HRC 58…62) заодно с режущей частью, которую затем затачивают. Они имеют небольшой эксплуатационный ресурс, что связано с невозможностью замены режущих пластин по мере их износа. Основное их преимущество – низкая стоимость.
Сборные фрезы представляют собой стальную болванку с напаянными лезвиями, которые изготавливаются из инструментальной стали или твердосплавных металлов. Большое значение при их изготовлении уделяют рецептуре и качеству припоя, которым припаивают лезвия. Это должна быть тугоплавкая марка, содержащая медь и серебро. К таким припоям относятся, например, ПСр 37,5 и ПСр 40.
Фрезы со сменными лезвиями (фрезерные головки) – это разновидность сборных. В них лезвия устанавливаются таким образом (механическое крепление), чтобы их можно было менять по мере износа.
Встречаются также фрезерные головки, в которых объединены в единое целое несколько разновидностей режущих лезвий, их называют наборными. При этом можно изменить порядок набора режущих частей и расстояние между ними. Инструмент при такой замене не должен во время работы терять свою продольную устойчивость.
Наборы используют для получения фасонных изделий из дерева и других работ с древесиной.
Для того чтобы упростить выполнение работ, связанных с точным фрезерованием при помощи ручного деревообрабатывающего инструмента, кромочную фрезу по дереву часто оснащают небольшим подшипником. Он монтируется у одного из краев режущей кромки (вверху или внизу) и при работе обеспечивает правильное направление движения, упираясь в край деревянной детали.
Типы лезвий
По типу лезвий фрезы по дереву делятся на твердосплавные (маркируются аббревиатурой HSS) или быстрорежущие (обозначаются буквами НМ). При этом инструментом с быстрорежущими кромками обрабатывают мягкую древесину, а с твердосплавными лезвиями – твердые породы дерева.
Твердосплавные лезвия обладают высоким температурным коэффициентом и улучшенными рабочими характеристиками.
При этом лезвия у всех типов фрез могут располагаться вертикально или под наклоном. Вертикально-ориентированные лезвия рубят материал. Наклонные ножи срезают слой материала, что позволяет избежать сколов древесины по краям деталей. Встречается также и спиральное расположение режущих кромок. Использование инструмента с наклонными или спирально-ориентированными лезвиями значительно повышает качество обработки поверхности.
Геометрические параметры
Основным параметром, влияющим на совместимость фрез с конкретной моделью деревообрабатывающего станка (фрезер, станок с ЧПУ и др.), служит размер хвостовика. Вызвано это тем, что для их установки в станок используются специальные цанговые зажимы (цанги), надежно охватывающие и зажимающие хвостовик. На практике используются цанги, у которых диаметр посадочного места измеряется в дюймах (1/2? и 1/4?) или миллиметрах (6,12 или 18 мм).
Посадочные размеры фрез зависят также от способа установки. Насадные фрезы, устанавливаемые на шпиндель стационарного фрезерного станка, имеют диаметр посадочной части 32 мм. У концевых (пальчиковых) фрез, которые предназначены для установки в патрон ручной дрели или цангу фрезера, диаметр хвостовика может быть разным – от 6 до 12 мм.
Это интересно: Фрезы по дереву для ручного фрезера — виды, выбор фрез, назначение
Плюсы и минусы
К достоинствам инструмента следует отнести:
- Большой выбор разновидностей.
- Прочность, надежность инструмента.
- Устойчивость к нагрузкам, нагреву, прочим воздействиям.
- Высокие скорости резания дают чистую и гладкую поверхность.
- Есть возможность приобрести сравнительно дешевые или более дорогие виды инструмента.
Фрезы по дереву имеют, как плюсы так и минусы
Недостатками следует считать:
- Заточка или восстановление фрез в большинстве случаев невозможны.
- Каждый образец способен выполнять только одну задачу.
- Диаметр хвостовика рассчитан на определенный вид цанги. Совместить несоответствующие элементы невозможно.
- Дешевые виды фрез демонстрируют слабое крепление лезвий к основе. Часто они отрываются, что опасно и создает неровности на обработанной поверхности.
Мнение эксперта
Кузнецов Василий Степанович
Несмотря на имеющиеся недостатки, фрезы для ручного фрезера позволяют производить большой перечень операций и демонстрируют высокое качество обработки материала.
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Кромочные фрезы
Рассмотрим подробнее существующие виды устройств. Наиболее популярная и востребованная разновидность режущего инструмента для обработки торцов – фреза кромочная с подшипником (верхним или нижним, реже с обоими одновременно)
С помощью таких приспособлений можно обрабатывать как прямолинейные кромки, так и по заранее изготовленному шаблону, что особенно важно при изготовлении нескольких одинаковых деревянных деталей. По геометрической форме режущего элемента такие фрезы весьма разнообразны и позволяют создавать как ровный торец под прямым углом к поверхности деревянной заготовки, так и самые сложные, криволинейные кромки
Что можно изготовить
Что можно сделать в домашних условиях ручным инструментом. Фрезер универсальный и способен помочь в изготовлении мебели и при строительстве дома. При массовом производстве применяется пооперационное изготовление на фрезерном станке узкой специализации. Ручной инструмент универсальный, легко переналаживается и заменяет целый конвейер станков.
Ручной фрезер используется при установке дверей. Используя шаблон, в полотне вырезаются пазы под замки, и делаются занижения устанавливать петли.
Мебель невозможно изготовить без пазов под шпонки или шипы на соответствующих деталях. Этой операции предшествует раскрой доски. Чтобы полочка и большой шкаф выглядели красиво, следует края обработать калевочной или фигурной фрезой.
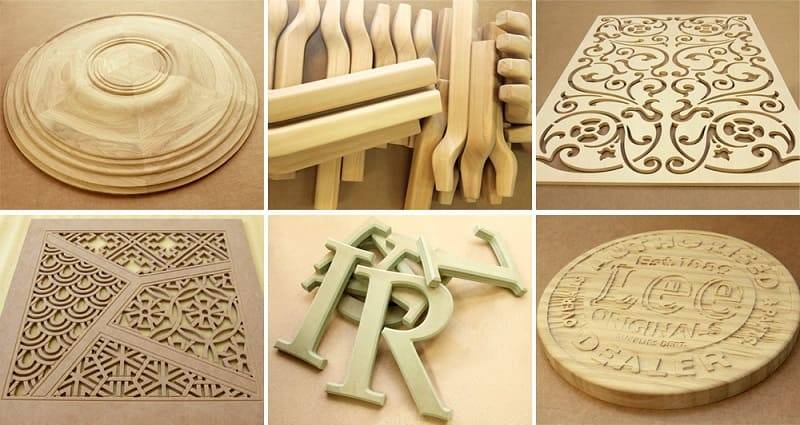
У любителей мастерить дома популярны поделки из дерева в виде резной мебели, наличников, рамок. При строительстве и ремонте можно самостоятельно сделать филенку и плинтуса. В последнее время популярными стали столы и подоконники из слэбов. Мастера изготавливают приспособления с направляющими вдоль стола. По ним ходит поперечная каретка. В результате маленьким ручным оборудованием выравниваются и шлифуются огромные по площади плоскости деревянных спилов.
Материалы лезвий, сменные ножи
Прежде чем перейти к описанию фрез, следовало бы уточнить один небольшой нюанс. Для большинства мастеров фрезы для ручного фрезера — это расходный материал, который не подлежит ни заточке, ни ремонту. Это лишь отчасти справедливо, ведь имеются комплектующие обслуживаемого типа, применяемые в конвейере мелкосерийного производства.

Такого рода фрезы состоят из основы и набора ножей. Подобная конструкция необходима, когда определённая технологическая операция по обработке производится постоянно, и на фрезу ложится значительная нагрузка. Вариант подобного применения — изготовление мебельных накладок, вагонки или рам евроокон. Механическое крепление ножей позволяет выполнить их тонкую калибровку, благодаря чему все изделия из партии будут идентичными, даже если в процессе изготовления случится поломка фрезы
Для комплектов фрез, формирующих ответные части деталей, это особенно важно

И сменные, и напаиваемые лезвия изготавливают из одинаковых типов стали. Если не брать в расчёт специальные расходники для обработки пластика, искусственного камня и цветных металлов, фрезы для дерева по материалу ножей подразделяют на HSS (быстрорежущие) и HM (твёрдосплавные). Последние имеют тупые углы заточки кромок, за счёт чего повышается рабочий ресурс при работе с плотными породами древесины. Быстрорезы заточены под более острым углом, поэтому ими хорошо обрабатывать мягкие волокнистые породы.




Разновидности лезвий фрез
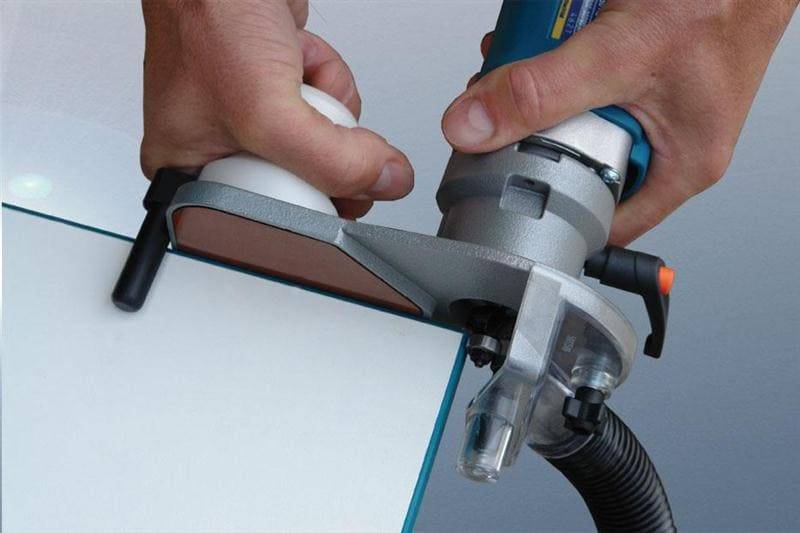
Последовательность работы с кромочным фрезером
Рассмотрим его на примере одной из наиболее удачных моделей подобной техники, предназначенной для работ по дереву – триммера Makita rt0700cx2. Данный кромочный фрезер отличается повышенными требованиями к электробезопасности, но не предназначен для работ в условиях низкой освещённости, поскольку подсветка рабочей зоны отсутствует. Наличие поворотного основания позволяет производить работы по обработке прямых и наклонных кромок, фрезеровать углы, и даже выполнять так называемое погружное фрезерование, когда обрабатываемый участок поверхности заготовки располагается с противоположной стороны от плоскости расположения триммера.
Ручной фрезер имеет блочное исполнение узлов, поэтому разборка агрегата (например, с целью замены щёток или очистки) не занимает много времени. Желательно иметь комплект кромочных фрез, которые подойдут для применения к конкретному триммеру, а также подходящие ключи для удобной смены оснастки.
Подготовка кромочного фрезера к работе выполняется в следующей последовательности. В зависимости от вида поверхности обрабатываемого изделия подбирается нужный вид опорной подошвы (их в базовой комплектации имеется не менее трёх, все отличаются удобством и устойчивостью, и выполнены из литого алюминиевого сплава). Аналогично выбирается цанга с нужным посадочным диаметром под фрезу.
При помощи резинового ролика устанавливается нужная глубина фрезерования кромки. Перед непосредственным применением ручной фрезер включают на холостой ход, чтобы выявить возможное наличие вибраций: они возможны, если достаточно тяжёлый (вес 1,8 кг) фрезер будет располагаться неперпендикулярно рабочей оси вращения фрезы.
Если объёмы фрезерования большие следует присоединить пылесборник. Затем фиксируют блокировочный рычаг, включают триммер, и плавно перемещают оснастку двумя руками до ограничителя. Качество готового результата обеспечивается минимальными зазорами в направляющих подошвы, а также применением высокоточного подшипника, снижающего биение цанги в процессе фрезерования.
Фрезы кромочные
Самая большая категория изделий. Нужны кромочные фрезы по дереву для ручного фрезера при формировании торца детали нужной формы. Используются для изготовления элементов мебели, реек. Характерной особенностью является возможность использовать кромку заготовки в качестве опоры.
Подшипник перемещаясь по ней обрабатывает дерево на заданное конструкцией расстояние. Регулировкой высоты положения можно добиваться нужной глубины обработки и соответствующей формы детали. К этой категории относят и копировальные фрезы.
Подшипник одного диаметра с режущей кромкой передвигается по шаблону, зафиксированному на обратной стороне заготовки. В результате получается точная копия нужных размеров. Удобно при производстве большого количество одинаковых деталей.
Бор-фрезы или шарошки
С помощью шарошечных фрез можно придавать отверстиям или краям вырезанных пазов определенную конфигурацию, проводить их доводку. Используют их и для декоративного оформления плоскостей – для своеобразной «гравировке» по древесине.
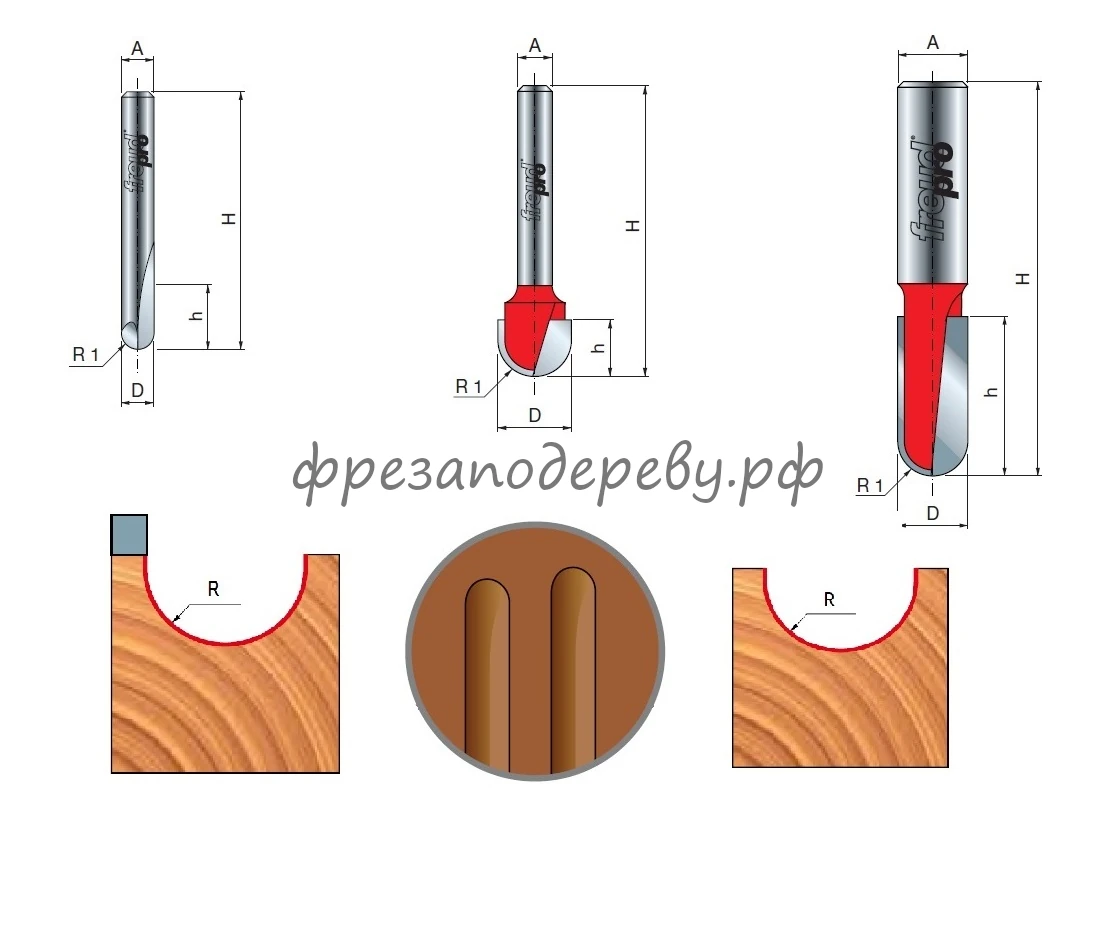
Пазовые фрезы
Функциональность понятна из названия. Такими фрезами обычно выбираются пазы различного предназначения, как для создания соединительных узлов деталей, так и для, например, декоративного оформления изделий.
Пазы могут выбираться как от края детали к ее середине, так и в любом месте на плоскости – заточка большинства пазовых фрез позволяет проводить вертикальное погружение режущей части в материал (хотя, в отличие от концевых, эта функция не является превалирующей).
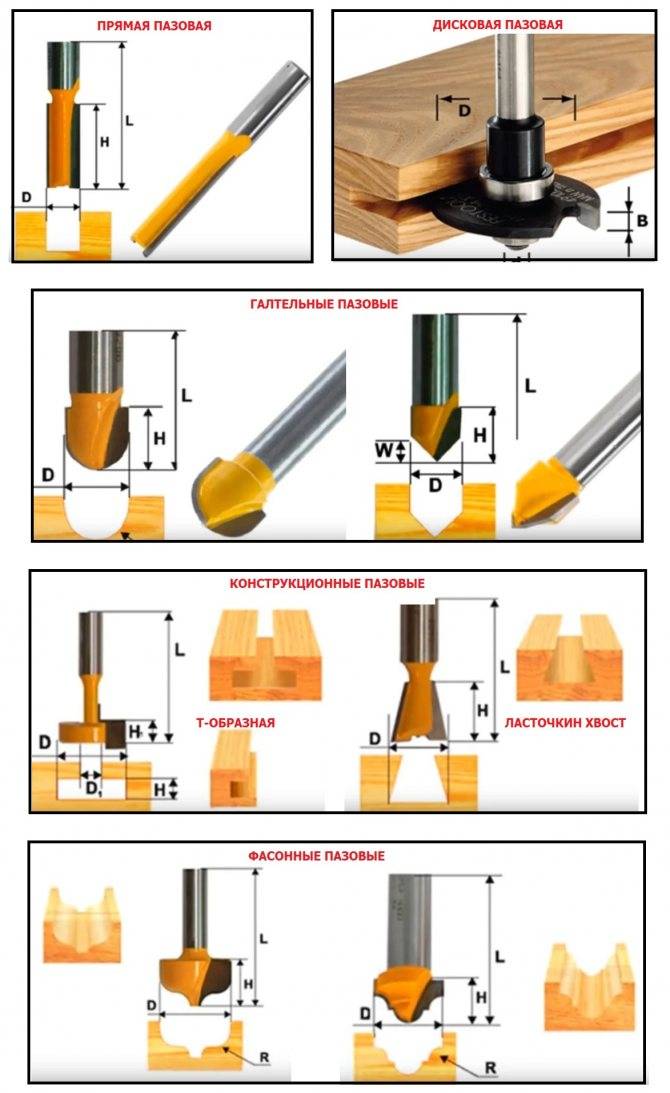
Всю многочисленную группу пазовых фрез можно разделить на несколько подгрупп
Пазовые прямые, галтельные и галтельные V-образные
| Одна из простейших фрез – пазовая прямая. Нередко в обиходе ее именуют «пальчиковой». По выборке схожа с погружными концевыми фрезами цилиндрической формы. После прохода образует паз установленной ширины с перпендикулярным расположением стенок и дна. Может различаться шириной выбираемого паза и глубиной выборки (длиной рабочей части фрезы). При необходимости ширину паза можно увеличивать дополнительными проходами со смещением инструмента на нужное расстояние. | |
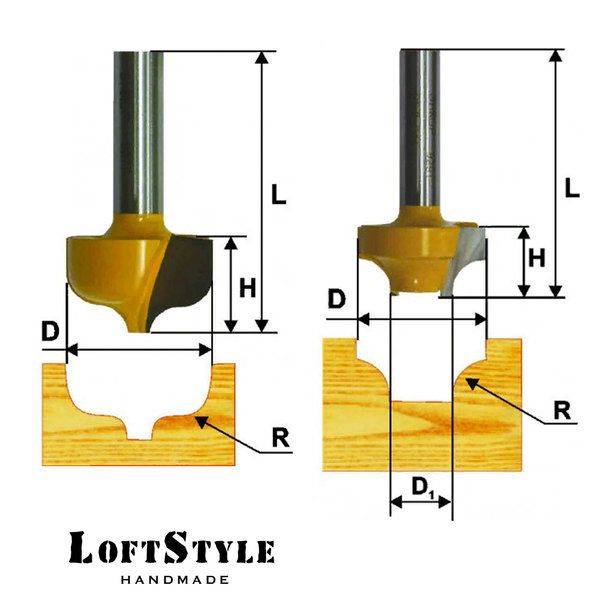
| Пазовая галтельная фреза выбирает канавку с округлым дном (галтель). В зависимости от глубины погружения, стенки паза могут представлять собой дугу вплоть до 180 градусов, либо вначале иметь перпендикулярный поверхности участок с последующим закруглением. Фреза часто используется для декоративного оформления изделий. | |
| Галтельная V-образная. В отличие от обычной галтельной, имеет заострённый наконечник и выбирает паз с направленным вниз углом, по типу латинской буквы V. По применению схожа с рассмотренной выше. Ширина паза и величина угла в вершине может быть различной. |
Пазовые конструкционные
| Фреза для выборки паза типа «ласточкин хвост» – одного из самых надежных соединений деревянных деталей. | |
| Фреза для выборки Т-образного паза, нередко применяемого в том числе и в качестве направляющей для перемещения подвижных деталей. Может также использоваться для вырезки срытых петель для навешивания изделий на стену. | |
| Фреза, схожая с предыдущей, но выбирающая скрытый паз трапециевидной формы. |
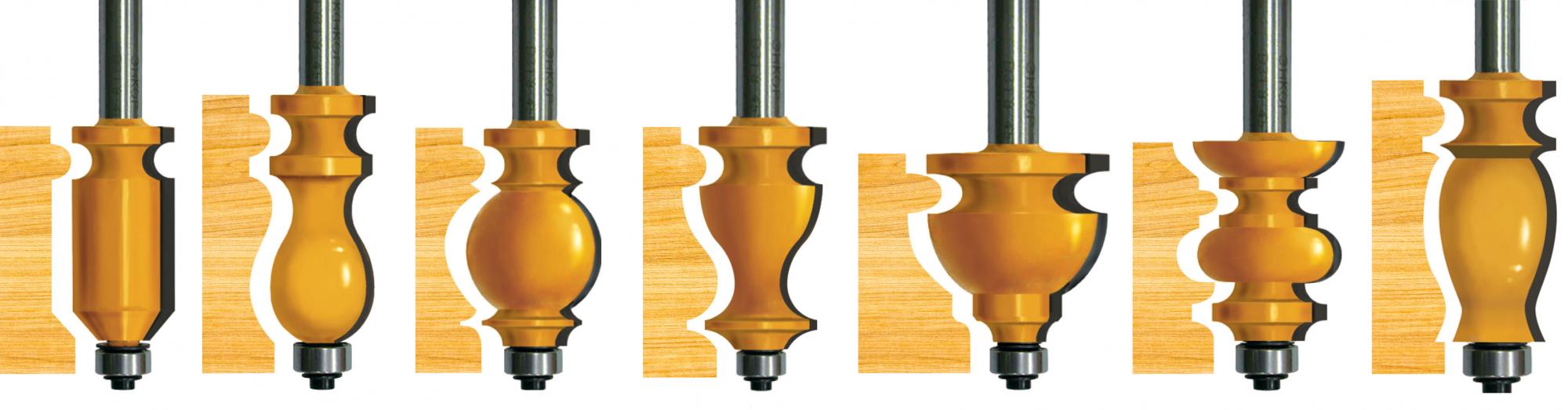
Пазовые фасонные
Эти фрезы представлены в большом разнообразии – они позволяют выбирать разы сложной симметричной формы. Кроме того, ими можно при необходимости проводить и обработку торцевых кромок заготовки.
Очень часто, если эти фрезы используются для декорирования поверхностей, то их пускают в ход после прохода прямой пазовой фрезой. Так как иначе на режущие кромки выпадает слишком высокая нагрузка, приводящая к быстрому выходу из строя.
Образцы распространенных фасонных фазовых фрез показаны в таблице:
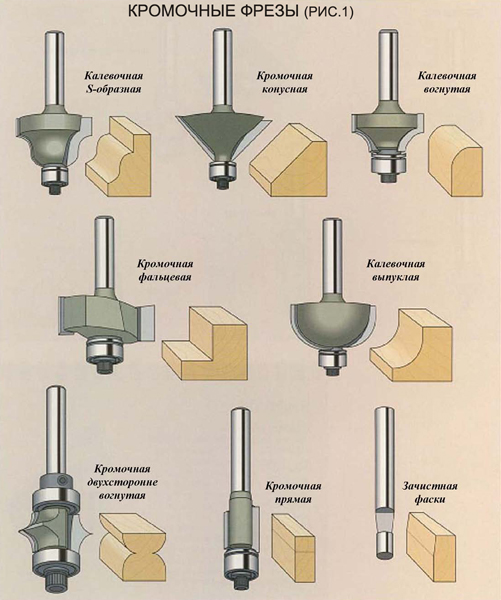
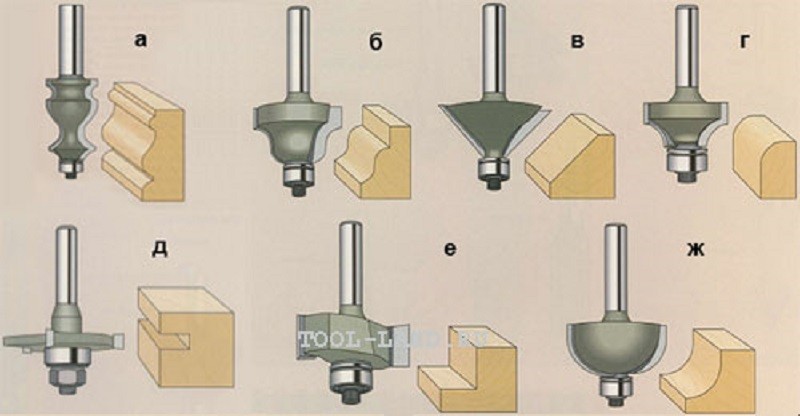
Кромочные фрезы
Это – очень многочисленная группа, которую тоже можно с некоторой долей условности разделить на несколько подгрупп. Отличительная черта большинство кромочных фрез – наличие опорных подшипников. Это позволяет производить обработку торцевых сторон заготовок не только с и использованием направляющих фрезерного стола, но и с применением шаблонов, в том числе – сложной криволинейной формы.
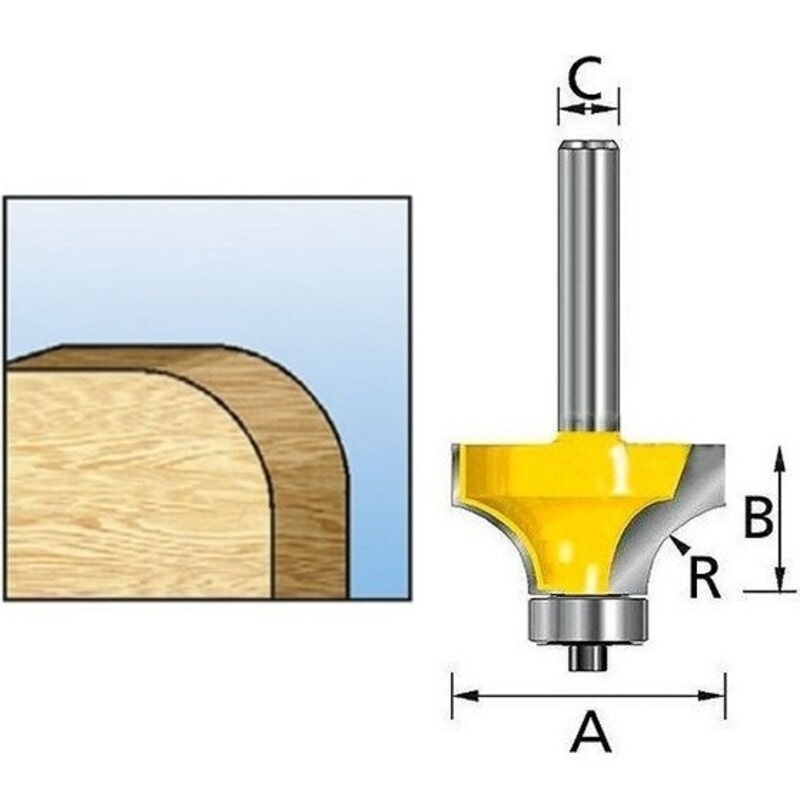
Кромочные прямые
Фрезы предназначены для получения ровных кромок, перпендикулярных плоскостям заготовки. Опорный подшипник может располагаться снизу или сверху. Диаметр подшипника бывает равным диаметру фрезы, но применяются и другие, большего или меньшего размера, что даже несколько расширяет возможности оснастки, например, для пропорционального увеличения или уменьшения деталей относительно шаблона.
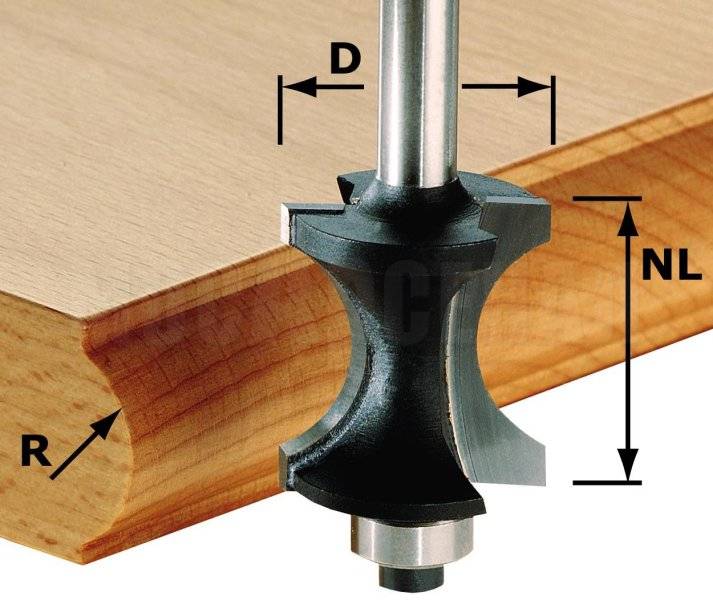
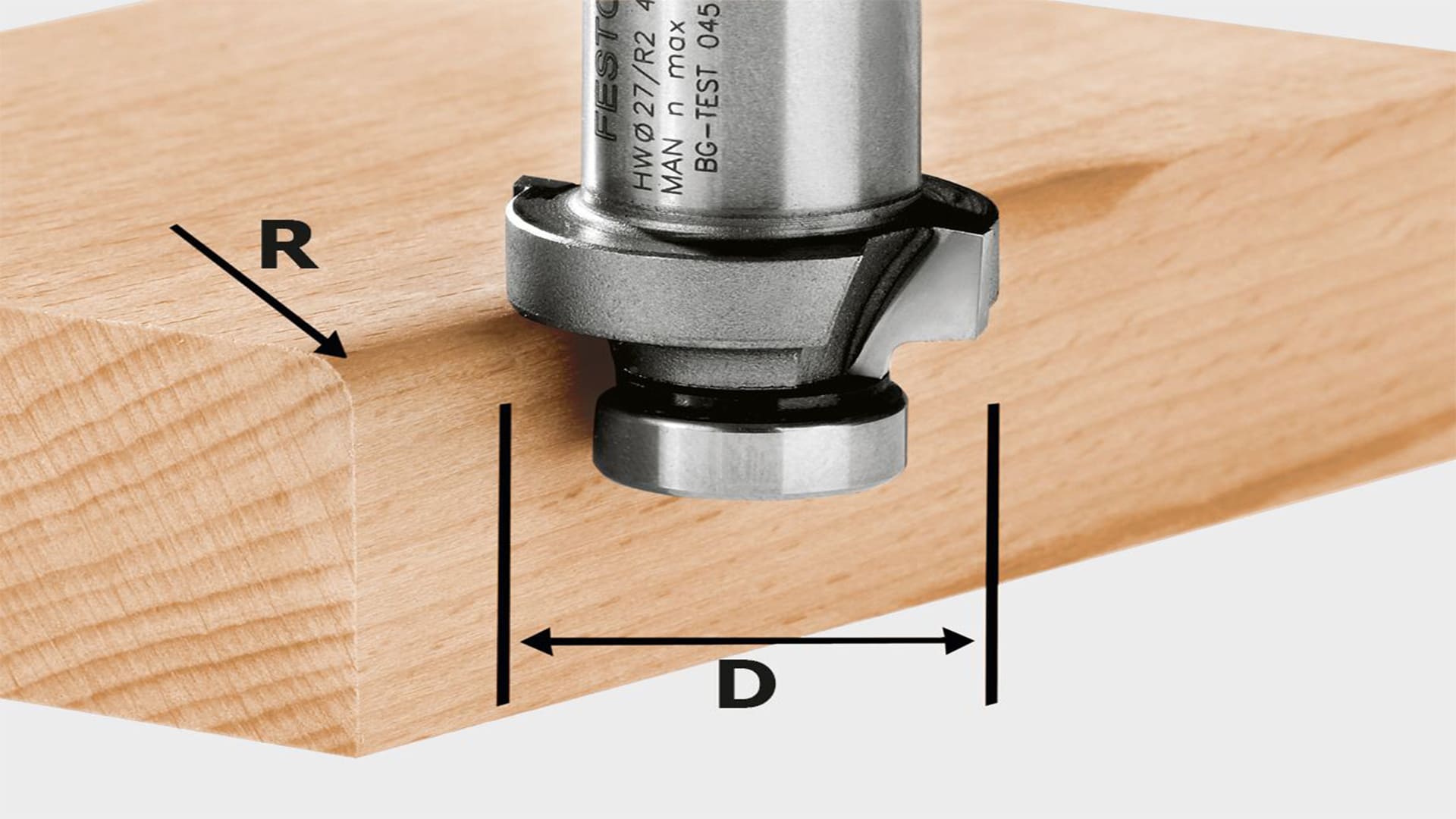
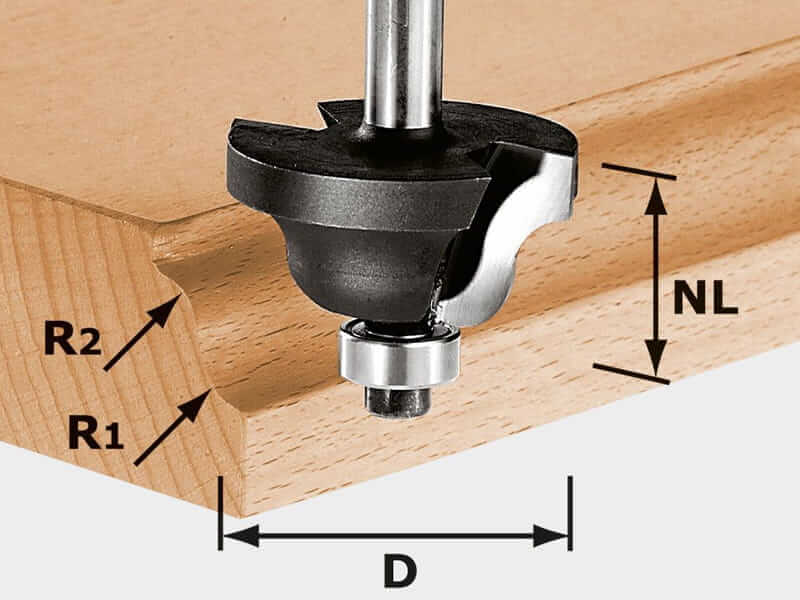
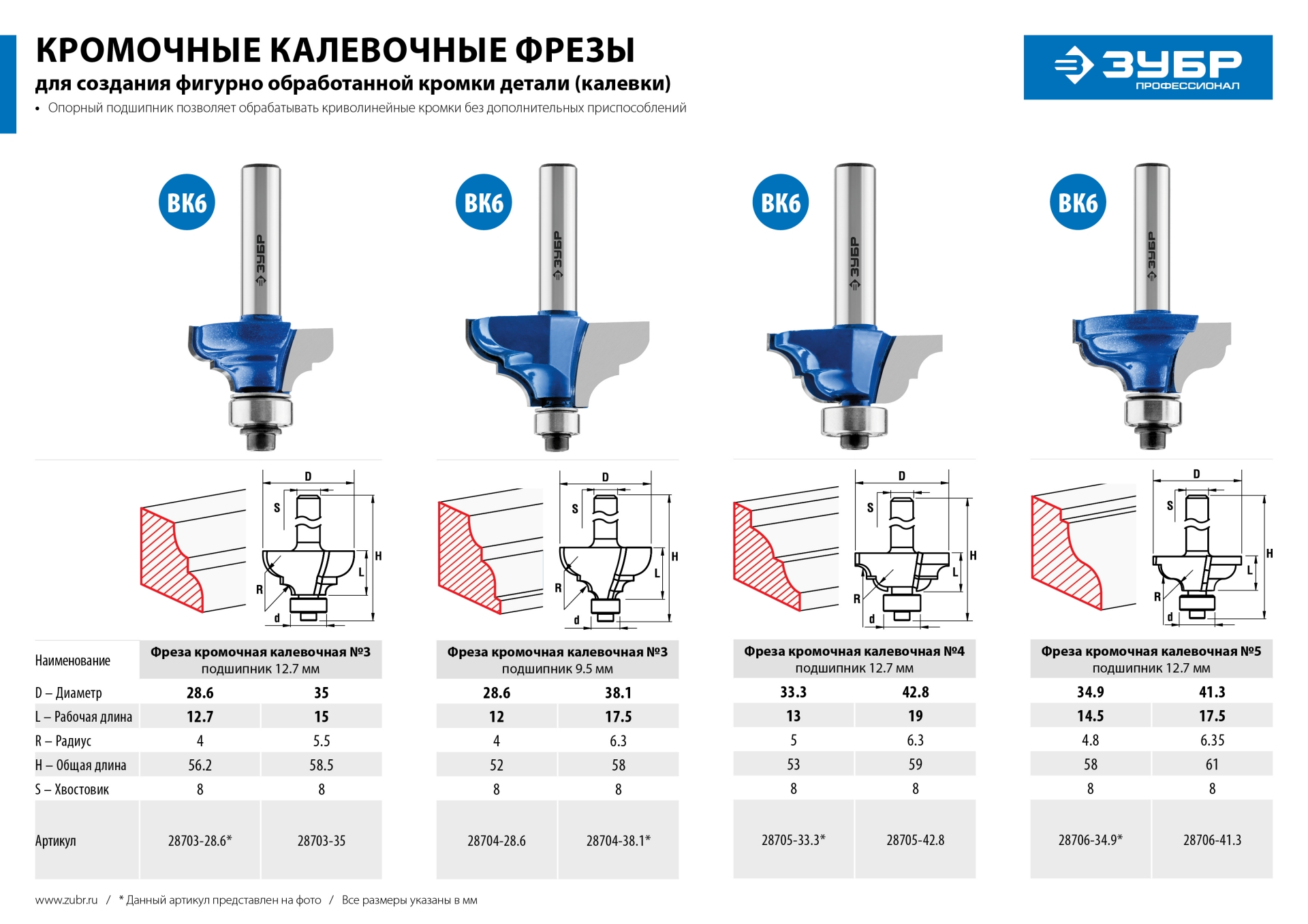
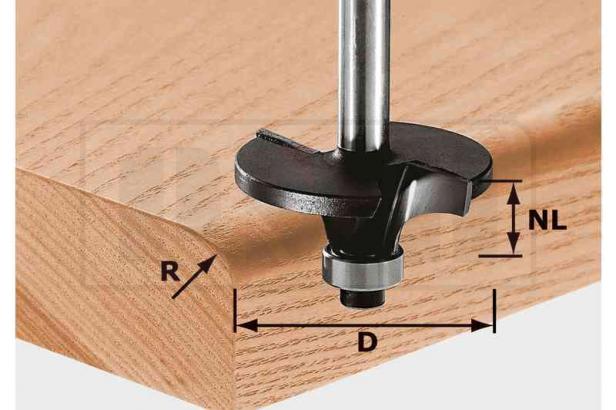
Кромочные калевочные
Фрезы позволяют придать торцевым сторонам заготовки выпуклую или, наоборот, вогнутую округлую или волнистую форму различной конфигурации. Широко используются для чистовой обработки заготовок для придания им декоративных качеств. Могут применяться и для созданий сложных художественных орнаментов.
К кромочным калевочным можно отнести и фрезу, скругляющую торец заготовки с обеих сторон за один проход, например, при изготовлении столешницы. В таких фрезах часто предусматривается возможность изменения расстояния между верхней и нижней режущими кромками, расположенными симметрично.
Кромочные фрезы
Предназначены для обработки краев изделия. Все кромочные фрезы характеризуются наличием подшипника, который при работе обкатывает кромку детали. При этом рабочая (режущая) часть расположена выше или ниже подшипника.
Прямые кромочные
Прямые кромочные, они же копировальные, самые востребованы при работе с шаблонами, причем подшипник у них бывает верхний или нижний.

Кромочная фреза с верхним подшипником

Кромочная с нижним подшипником
Приемы работы с кромочной оснасткой — видео
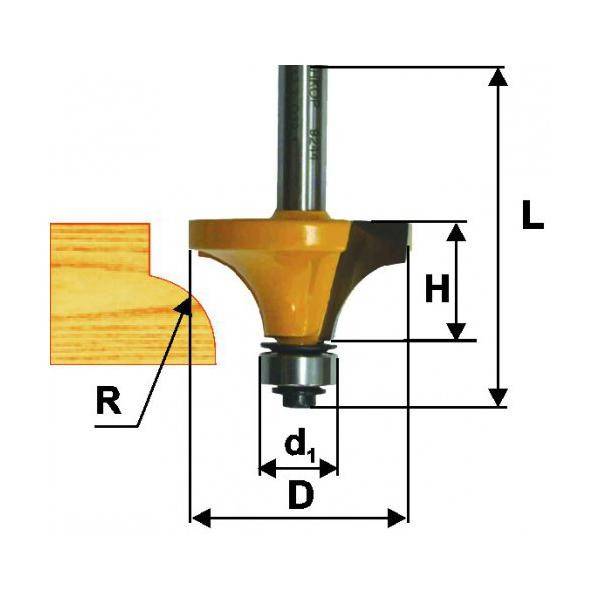
Такой инструмент характеризуется рабочей длиной, рабочим диаметром, а также диаметром подшипника (он не всегда равен рабочему). Для большинства случаев удобнее выбирать насадки, у которых эти диаметры совпадают, что облегчает изготовление и крепление шаблона на заготовке.
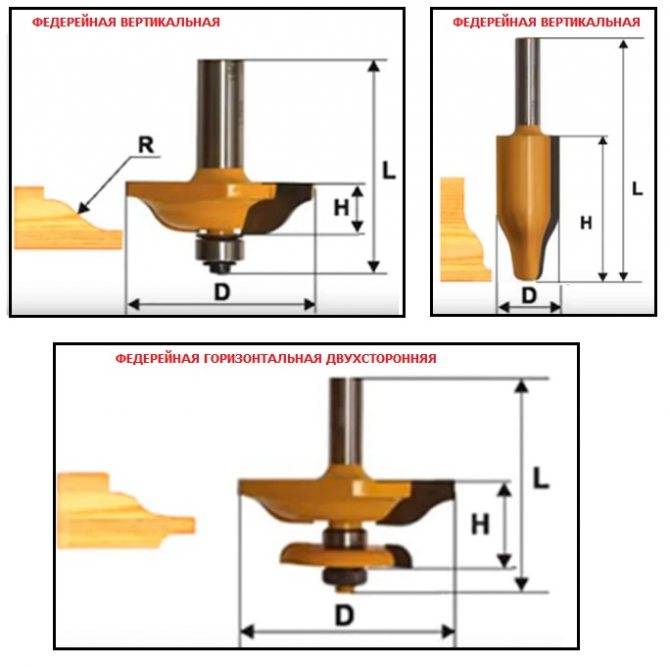
Фасонные, или калевочные, кромочные фрезы
Выбор таких фрез диктуется только желаемым профилем кромки, который выбирают исходя из внешнего вида изделия.

Самые востребованные фасонные фрезы
Кромочная регулируемая фасонная
Размерность их, как правило, определяется высотой рабочей части, а также наибольшим диаметром и радиусом закругления, которое они делают.
Если закруглений в профиле несколько, то обычно указывается профиль наибольшего из них. Крайне редко, но встречаются регулируемые калевочные кромочные фрезы. У них можно настраивать расстояние между рабочими частями.
Дисковые кромочные фрезы
Предназначены для выборки фальца, но в отличие от прямых пазовых они базируются по кромке подшипником, отчего выбираемый ими паз точнее располагается относительно ребра заготовки.

Дисковые кромочные разных конфигураций
Дисковые кромочные фрезы, предназначены для выборки фальца, но в отличие от прямых пазовых они базируются по кромке подшипником, отчего выбираемый ими паз точнее располагается относительно ребра заготовки.
Правда, они и дороже прямых пазовых. Зачастую такие насадки делают регулируемыми, чтобы выбирать пазы разной глубины или ширины.


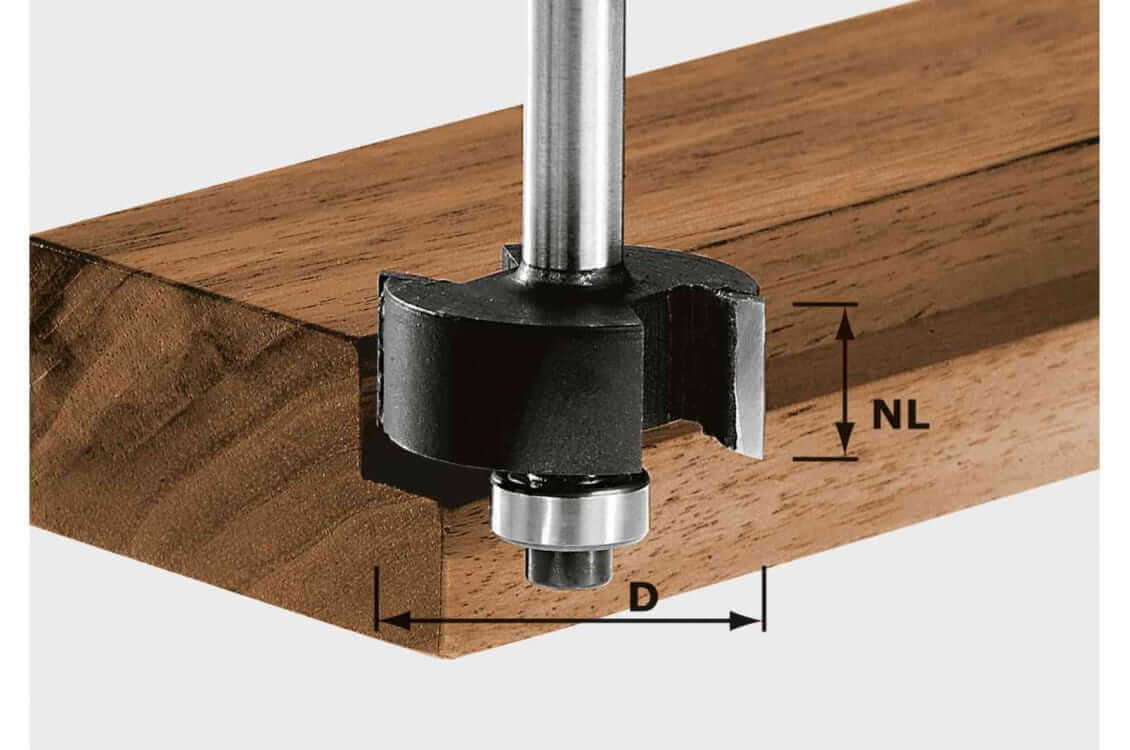
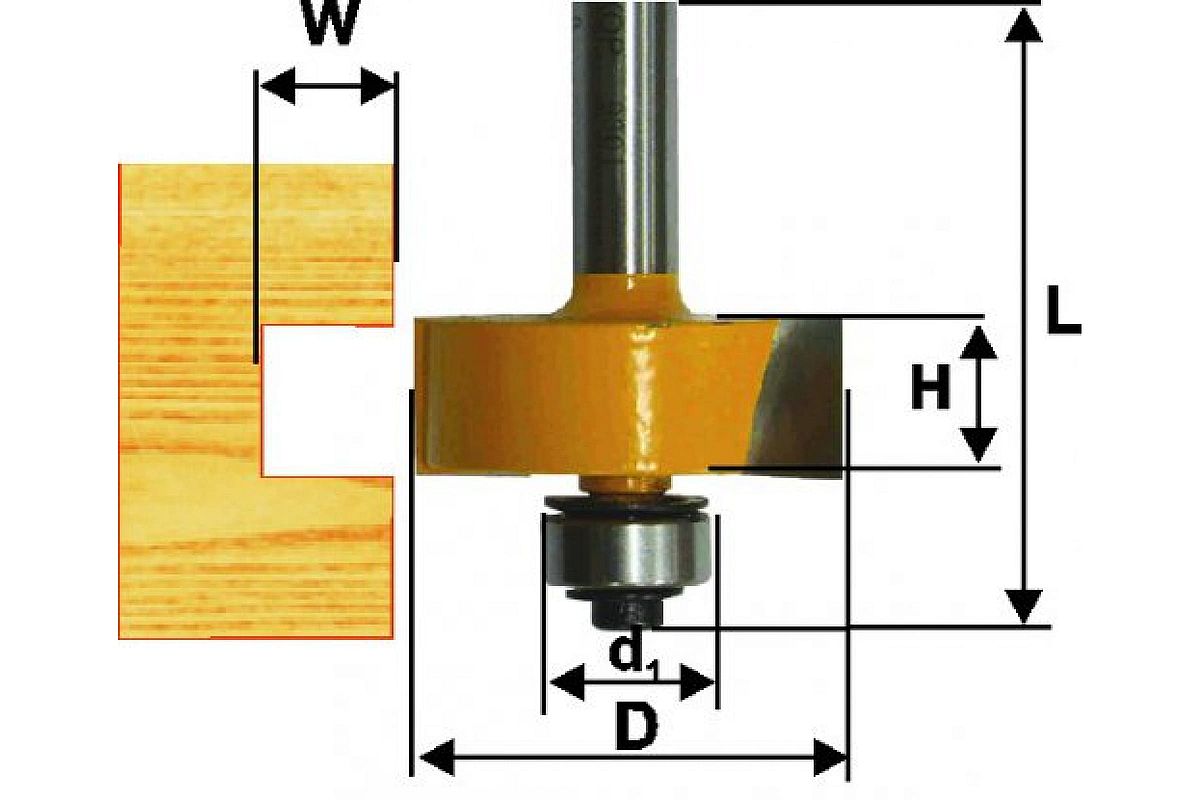
При этом в набор входят подшипники разного диаметра или стопка тонких дисков на оси, так что высота изменяется разборкой фрезы и снятием лишних элементов.
Как выбрать фрезу. Советы начинающим фрезеровщикам в этом видео
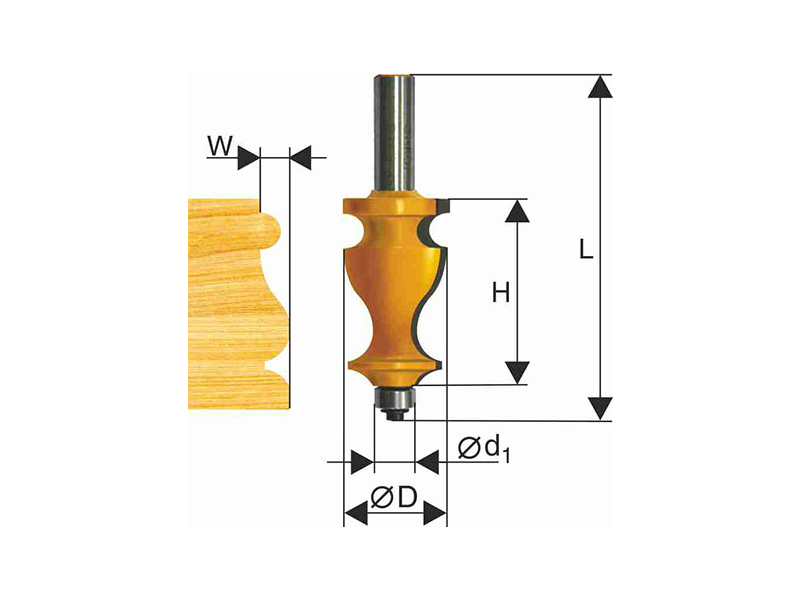
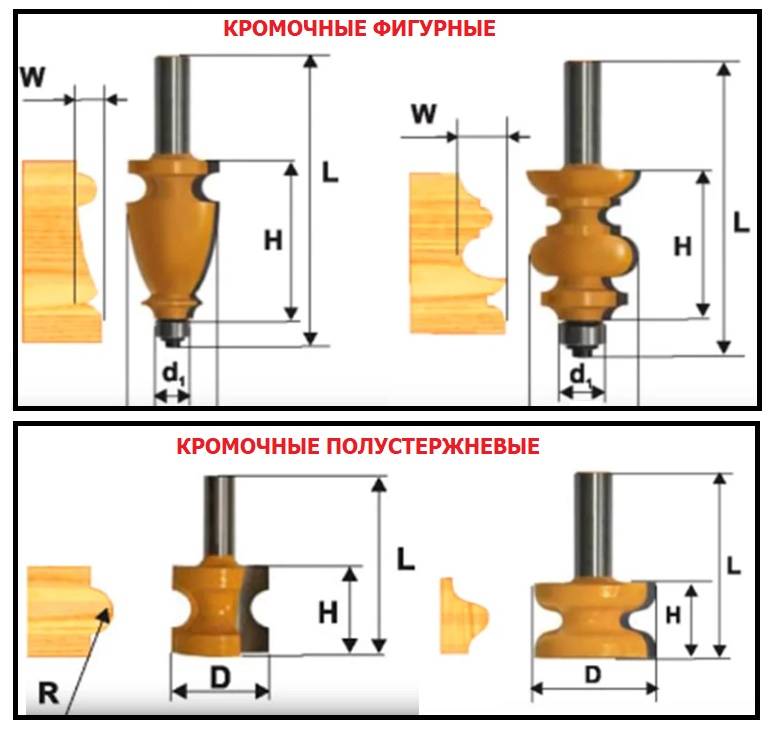
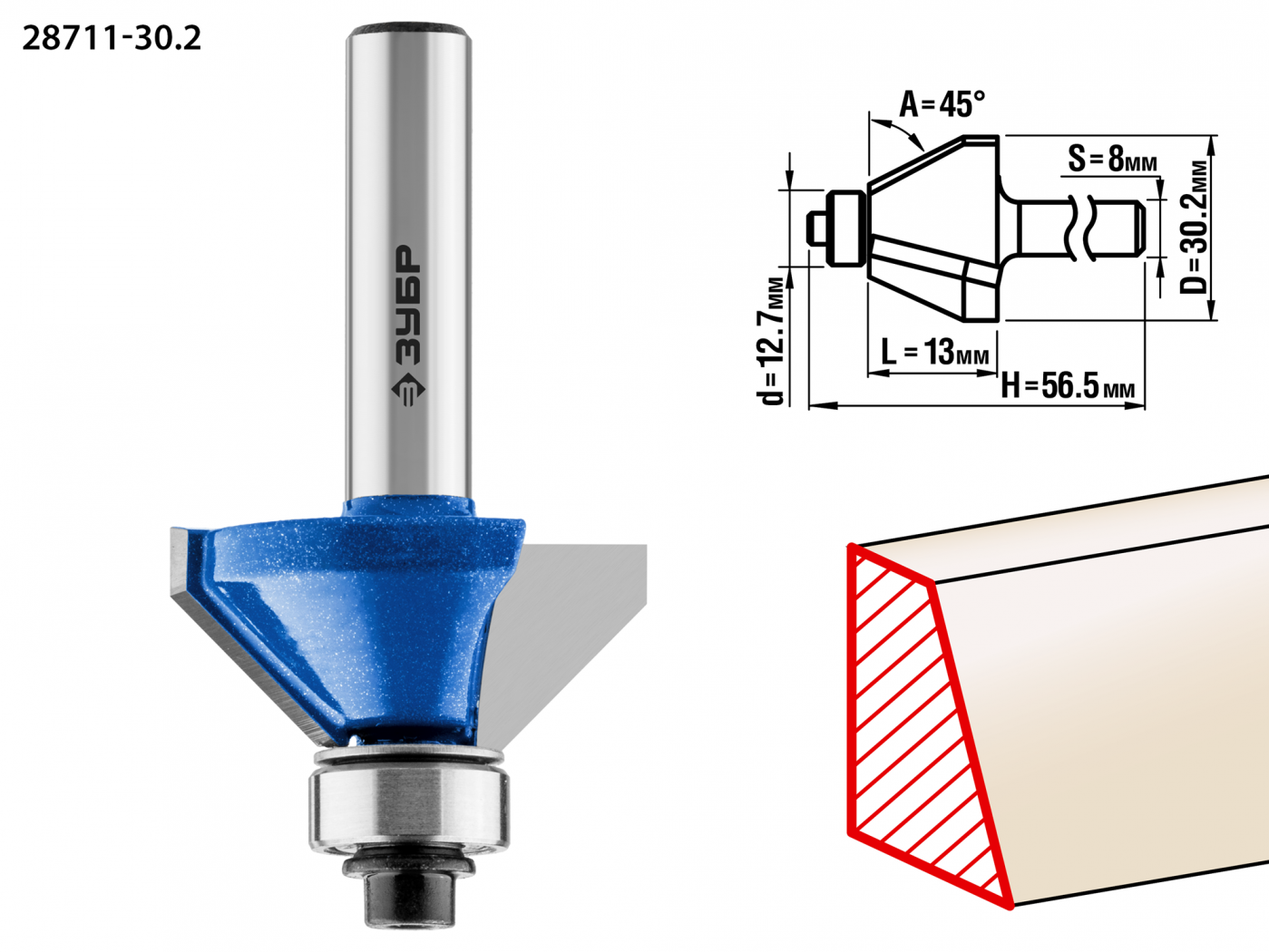
Фигурные кромочные фрезы
Они могут иметь на конце подшипник, но форма их кромок намного сложнее, чем у фасонных кромочных, а высота больше. Применимы для получения багета и обработки кромок филенок, плинтусов, фасадных рам.
Без подшипника такие тоже выпускаются. В этом случае ими надо работать с помощью параллельного упора или копировальной втулки и шаблона.
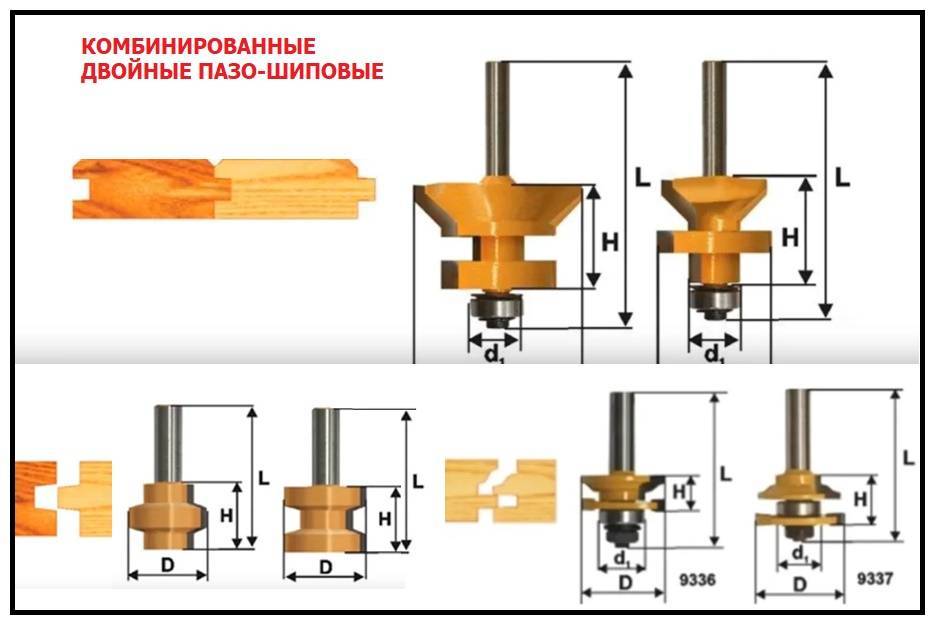
Комбинированные рамочные, или контрпрофильные. Они используются при обработке смежных кромок с целью создать части соединения рамок. Такие фрезы бывают и сборными.
Горизонтальные фигирейные фрезы
Предназначены для декоративного фрезерования кромок филенок. Из-за большого диаметра, массы и усилия резания они выпускаются исключительно с 12-миллиметровым хвостовиком, но применять их можно только в столе, то есть при стационарном креплении фрезера.
Иногда такая оснастка состоит из двух режущих дисков и способна за один проход обрабатывать обе стороны филенки.
Подобные фрезы имеют наибольший диаметр из всех, так что при выборе фрезерной машины стоит сразу подумать, будете ли вы делать филенки.
Правила работы с филенчатыми фрезами — видео.
Виды по конструкции
Фреза как инструмент (резак) обладает первоначальными техническими характеристиками. Хвостовик и резцы – основные части фрезы. Наиболее высококачественными выпускаются инструменты из цельнолитой или цельновыточенной (кусковой, или брусковой) стали. Второй вариант изготовления фрез – совмещение определённых частей, их диффузное слияние методом сваривания или спайки. Оба метода легко достижимы в условиях производства – первый демонстрирует большую износостойкость, а из-за сложности выточки, гравировки он более дорогостоящий, чем второй.
Цельнолитые фрезы выдерживают большую нагрузку, неприхотливы при длительной работе. Фреза-монолит выплавляется из твердосплавной стали: показатель твёрдости по шкале Роквелла примерно равен 60 единицам. Режущая часть фрезы после литейных работ затачивается при помощи других, более твердосплавных и прочных фрез, либо на специальном затачивающем станке.


У сборной фрезы режущая часть, выполненная из высокопрочной и твёрдой стали, напаяна или точечно вварена на «болванку». По сути, при заметном перегреве пайка может развалиться, что сразу же бросается в глаза при ровном изломе. Сломанную фрезу можно запаять самостоятельно, используя более тугоплавкие припои (не путать с оловянно-свинцовыми) и специальный паяльник, но по прошествии некоторых сеансов работы режущая часть отвалится повторно.
Ручной станок требует использования фрез с добавлением медно-серебряных включений – такой резак является более качественным, чем простой стальной, по твёрдости цветмет значительно уступает стали. Удобство сменяемости наконечников оценят мастера, чья работа поставлена на широкий поток. Быстросборные фрезы дают возможность установить на одну болванку режущие части двух и более типов. Такая сборка со сменными ножами применяется при выполнении более сложных работ по вытачиванию деталей.
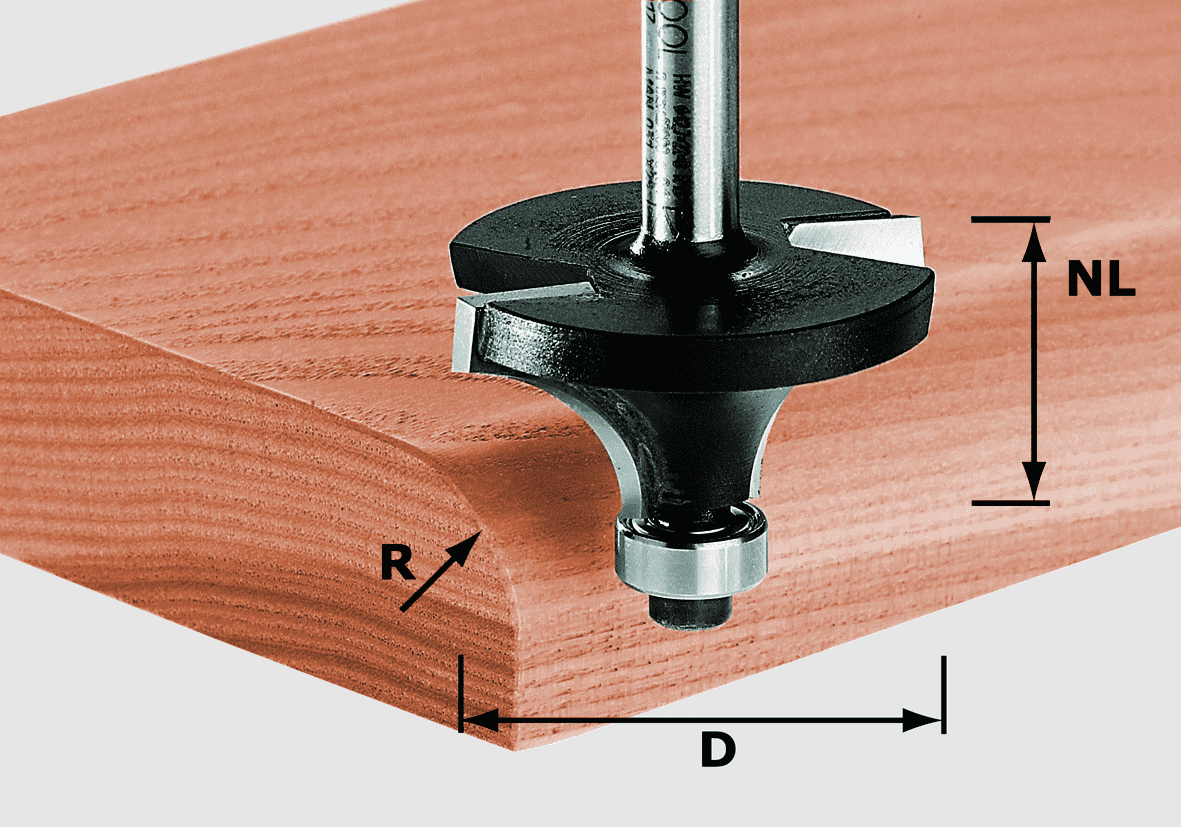
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Кромочные фрезы
Рассмотрим подробнее существующие виды устройств. Наиболее популярная и востребованная разновидность режущего инструмента для обработки торцов – фреза кромочная с подшипником (верхним или нижним, реже с обоими одновременно)
С помощью таких приспособлений можно обрабатывать как прямолинейные кромки, так и по заранее изготовленному шаблону, что особенно важно при изготовлении нескольких одинаковых деревянных деталей. По геометрической форме режущего элемента такие фрезы весьма разнообразны и позволяют создавать как ровный торец под прямым углом к поверхности деревянной заготовки, так и самые сложные, криволинейные кромки






