Зернистость шлифовальных кругов
Зернистостью определяется применимость шлифовального круга для той или иной работы. Маркировка заточных абразивных кругов в контексте зернистости определяется геометрическим размером одного зерна, как абразивной фракции конкретной группы. Для обозначения используются числовые значения.
Всего есть три категории:
- Шлифовальное зерно.
- Порошок.
- Микрошлифпорошок.
Для зерен и порошков параметр определяется значением в сотой доле миллиметра для наименьшего зерна или порошковой гранулы. Для микрошлифпорошков в мкм с дополнительным обозначением литерой «М». Таким образом значение 40 для зерна и порошка означает 400 мкм.
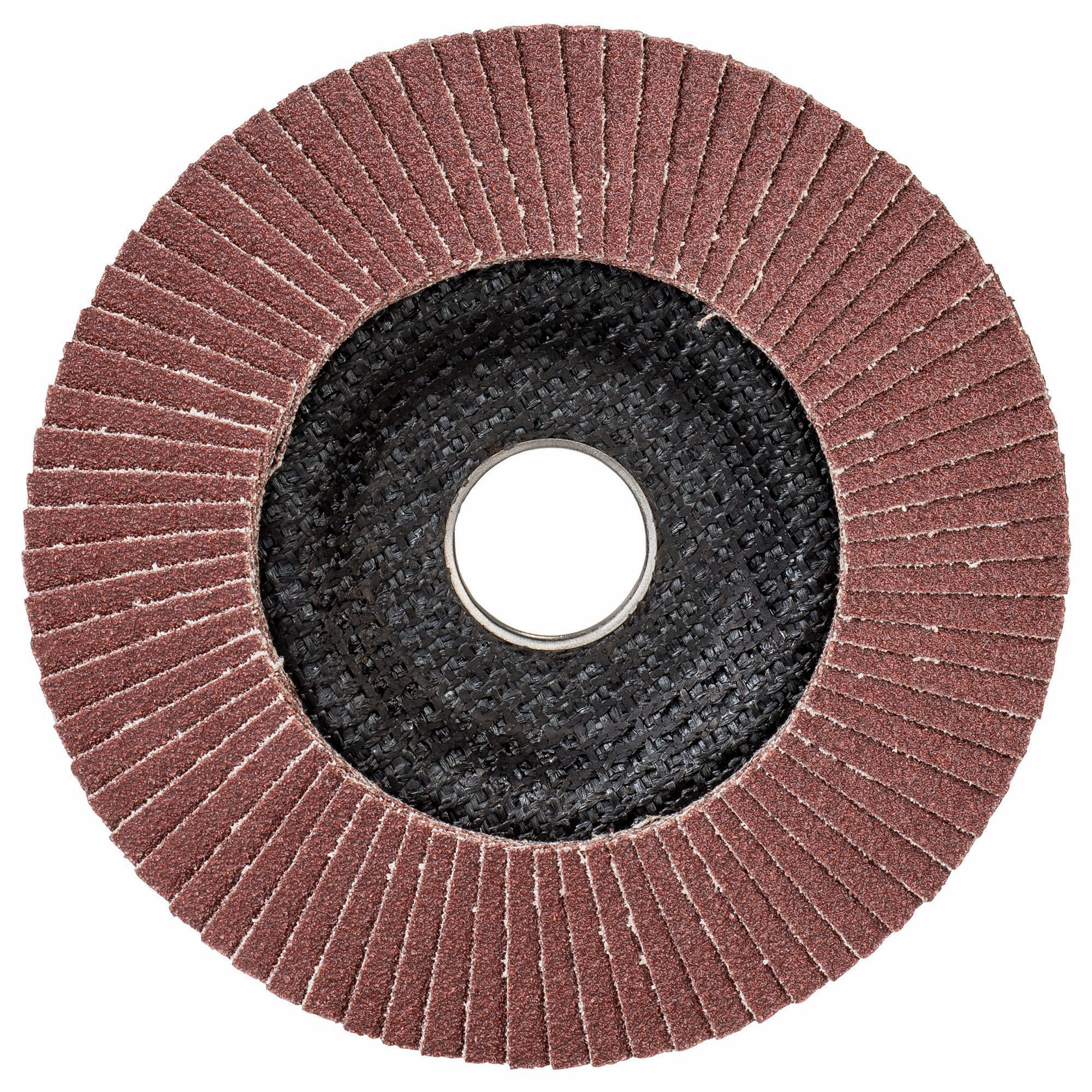
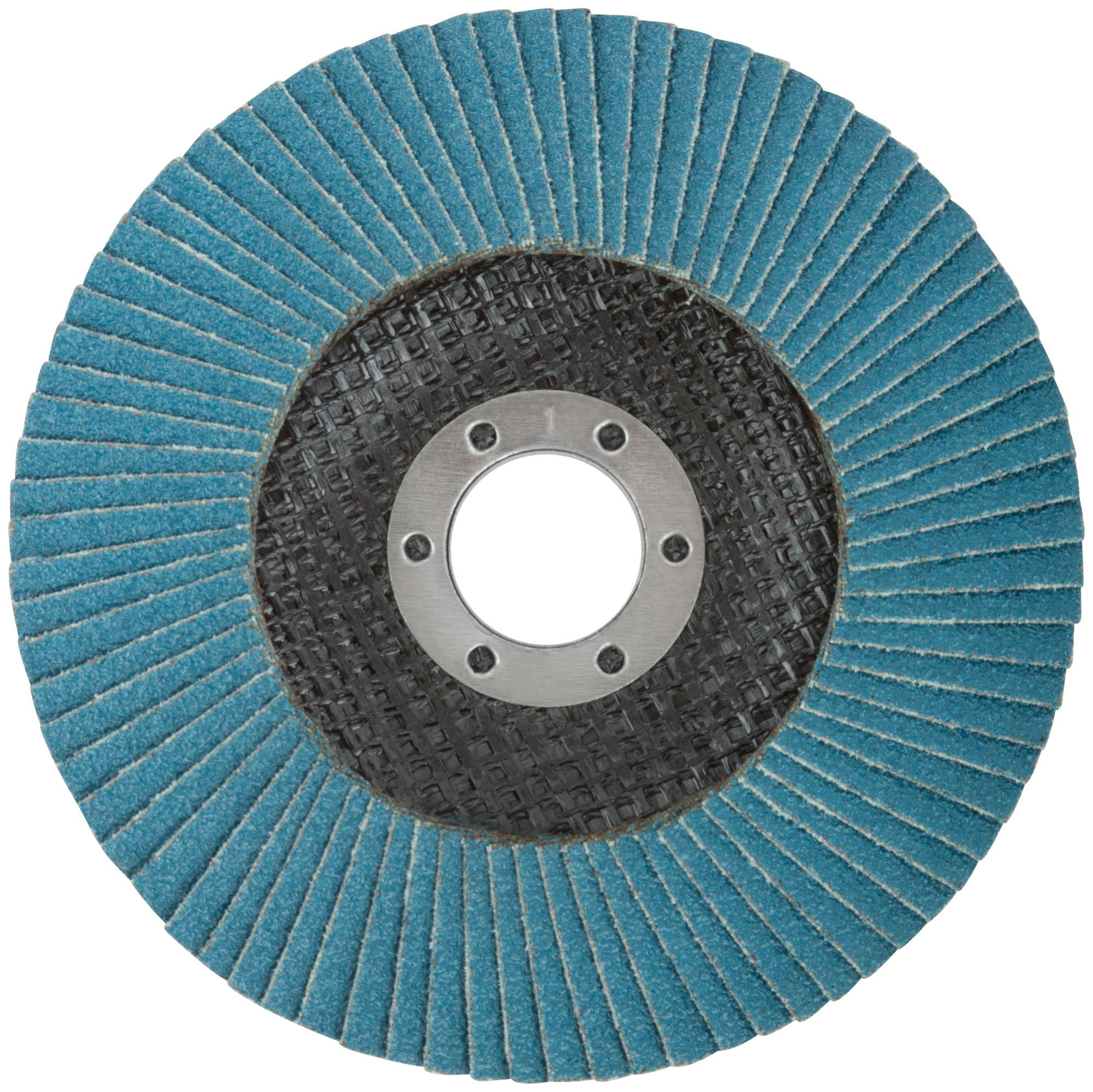
Лепестковый круг для болгарки
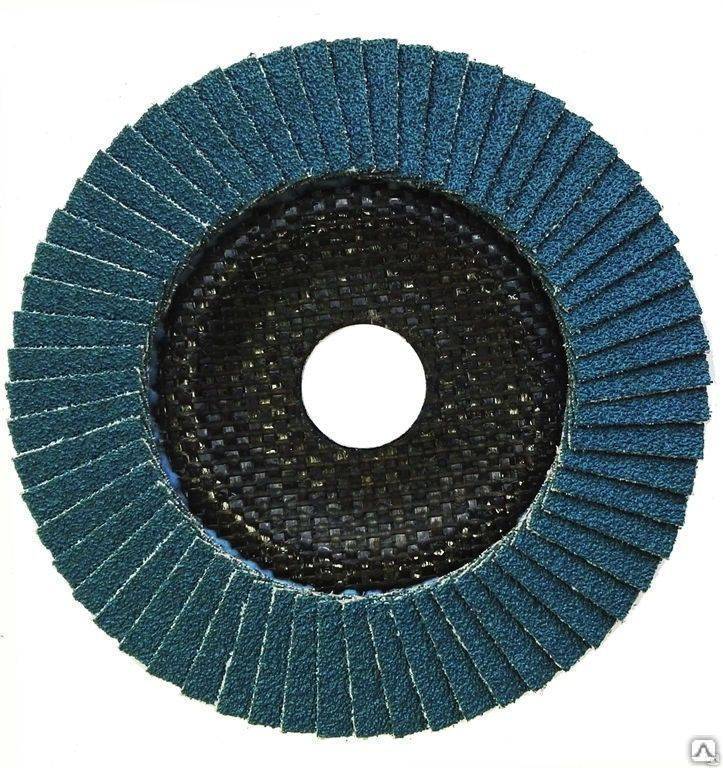
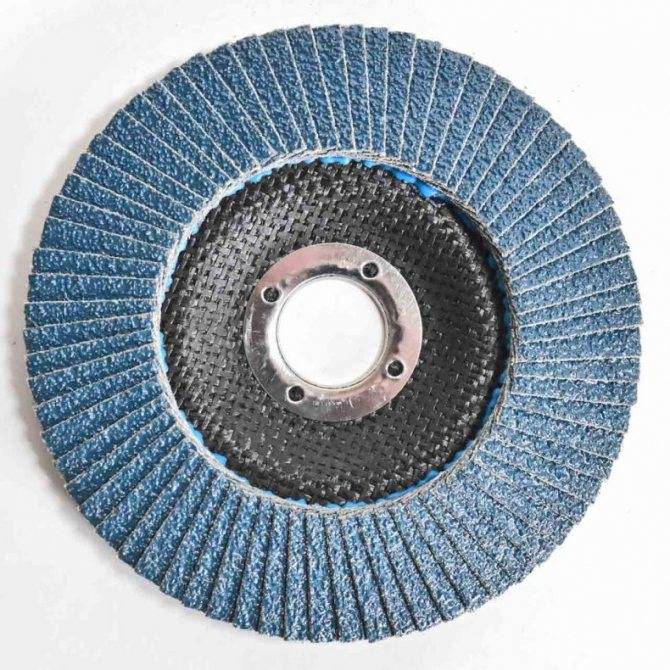
Шлифовальный лепестковый диск для болгарки специально изготавливают для установки на болгарку (углошлифовальную машинку). Диаметр кругов различный, от 115 до 230 мм, включая и лепестковый диск для маленькой болгарки. Подбирается диаметр в соответствии с типоразмером инструмента. Оптимальными считаются лепестковые диски для болгарки 125 мм. Диаметр посадочного отверстия, для наиболее распространенных марок, имеет стандартную величину – 22,23 мм. Толщина лепесткового диска около его центра составляет от 1,2 до 2,0 мм, в зависимости от диаметра круга.

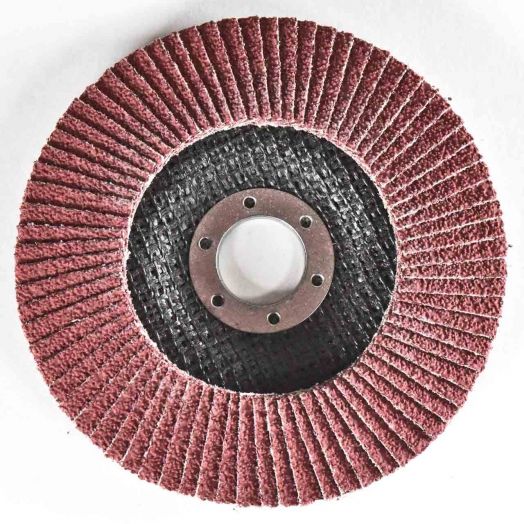
Шлифовальный лепестковый диск для болгарки по металлу разделен на отдельные сегменты – лепестки, откуда и пошло его название. Поверхность лепестков покрыта тонким слоем крошки из цирконового электрокорунда, закрепляемого на материале эпоксидной смолой. Перспективной новинкой стала новейшая разработка отечественных инженеров – диск с покрытием из победитовой крошки электроимпульсного дробления, зафиксированной с помощью сверхпрочной пайкой, что увеличивает срок службы. Увидеть диск лепестковый для маленькой болгарки можно на фото.
Обработка деревянных поверхностей болгаркой
При необходимости обработки большого объема деревянных поверхностей, например, подготовить пол к окраске или обновить фасад деревянного дома, лучше всего подойдет такой инструмент как болгарка. В таких случаях применяют лепестковый диск для болгарки по дереву, изготовленный из лепестков с абразивным покрытием, нанесенной на жесткий каркас, уложенные внахлест, перекрывая предыдущий на три четверти длины. Диски различаются по зернистости, которая маркируется на изделии. Подразделяются диски и по назначению. Для снятия шероховатости применяют круги с мелкой зернистостью, для удаления неровностей – средней, для удаления старой краски потребуется круг с крупным зерном. Диаметр дисков – от 115 до 180 мм, в том числе – 125 мм.

Лепестковые круги в зависимости о зернистости могут быстро снять неровный слой, поверхность при этом становится шероховатой или снять все неровности при небольшом слое срезаемого материала. Правильным является последовательное использование дисков с крупной и мелкой зернистостью (Видео). Жесткость круга позволяет прикладывать значительное усилие при зачистке для повышения эффективности.

При обработке изделий из дерева, сложной конфигурации применяется лепестковые диски, в которых полосы наждачной бумаги расположены радиально. Однако, применение такого инструмента требует некоторых навыков. Предварительно необходимо отработать силу прижима и угол наклона инструмента.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом. |
Разновидности лепестковых кругов и область внедрения
Торцевой лепестковый диск является самым пользующимся популярностью видом такового инструмента для шлифования. Его нередко употребляют для работ по дому, также для индустрии по металлообработке.
Есть два основных типа торцевых лепестковых кругов:
Плоские – схожая форма нормально подступает для абразивных обработок плоских поверхностей. Большущая площадь соприкосновения дает на выходе высшую точность обработки, также уменьшает возможность возникновения зарезов. Такое характеристики является недочетом, и понижает давление абразивного элемента на плоскость.Конусные – это всепригодна форма, которая дает возможность проводить обработку различных криволинейных и изогнутых поверхностей. По сопоставлению с плоскими, круги конусного типа пятно контакта куда меньше, и это дает возможность выполнить работы по сплаву и иным материалам с плотной структурой. В промышленном производстве употребляется в качестве инструмента для зачистки на финальной обработке швов от сварки, сбойка наплывов опосля заусенцев и лазерной резки, которые образуются во время разделки сплава.
Направьте внимание, что в кругах конусного типа лепестки с покрытием из абразива имеют наклон на 10-15%, и это очень комфортно при использовании, поэтому что конкретно таковой угол мы старается выдерживать во время выполнения работ по шлифовке, боясь попортить поверхность из-за шпинделя. Куда пореже используют торцевые круги необычных форм:
Куда пореже используют торцевые круги необычных форм:
- С прорезями – схожая форма дает возможность зрительно проконтролировать процесс обработки, и если необходимо, отрегулировать давление на поверхности.С загнутыми лепестками – требуется для обработки углов, и торец круга является контактной частью.Комбинированные –материал-расходник для обработки нержавейки и иных материалов, для которых требуется пикантное воззвание. В их лепестки наждачные бумаги идут по очереди с секторами абразивного нетканого материала.
Складчатые и пакетные лепестковые круги изготовлены из огромного количества отдельных частей абразивного типа, которые прикрепляют на основание из сплава. Схожий инструмент предназначен для установки на шлифовальное стационарное оборудование с функцией регулирования оборотов.









Для электронных дрелей есть особенные лепестковые круги со специальной оправкой, которую ставят в посадочное гнездо.
Большенный выбор обычных размеров и применяемых абразивных материалов дает возможность использовать круги с оправкой для того, чтобы выполнить шлифование внешних и внутренних поверхностей из различных материалов:
- Мрамора.
Легированной и обыкновенной стали.
Стекла.
Древесной породы.
Пластика.
Дальше разглядим очередной параметр.
Как рассчитать потребность в абразивных кругах
Осталось понять, как рассчитать потребность в абразивных кругах при обработке отдельных материалов для определения объема закупок. Абсолютного критерия расчетов не существует, так как расход зависит от ряда параметров, включая качество, плотность и твердость кругов, а также их соответствие выбранному материалу.
В расчетах помогут данные следующей таблицы.
Изображение № 4: Таблица расчета износа дисков
В упрощенной форме определить расход можно на практике. Для этого следует:
- обработать определенный объем поверхности;
- разделить метраж на число израсходованных насадок.
В бытовых условиях этого вычисления достаточно. Если же речь идет о контроле затрат на производстве, данные протоколируют и составляют документ по норме расхода абразивов, который подписывает директор предприятия.
В большинстве случаев для придания конечной продукции гладкой поверхности металлические заготовки подвергают обработке при помощи специальных шлифовальных кругов. Благодаря полированию удаётся достичь внешней привлекательности элемента, а также снабжения его необходимыми в конкретной ситуации техническими характеристиками.
Индивидуальности внедрения
Предлагаем для вас разглядеть основную область внедрения лепестковых типов кругов:
Финишная обработка – инструмент идеальнее всего совладевает с зачисткой сварочных швов вне зависимости от сплава. Эластичная структура дает возможность отменно убирать брызги сплава, также обрабатывать пространство соединения и убирать недостатки, которые образовались опосля резки лазером.Обработка поверхностей из дерева – обладатели пригородных домов буквально понимаю, что во время предварительных работ древесной поверхности для окрашивания рассматриваемый инструмент будет отлично управляться со снятием старенькой краски без повреждения древесной структуры.Удаление ржавчины и окалины – по качеству обработки абразивные лепестковые круги идут сходу же опосля пескоструйного аппарата. Основное – это избрать требуемый размер зерна, потому что в неприятном случае поверхность начнет стремительно засоряться и растеряет абразивные свойства.Подготовка кромки – с таковой задачей сумеет совладать совершенно лишь особенный фаскосниматель, при этом лепестковые соединения употребляют для подготовки изделия с шириной до 0.6 см либо криволинейной поверхности.
При эксплуатации следует непременно смотреть за тем, в котором состоянии круг. Внедрение не по предназначению способно привести к недостаткам, которые выражаются в виде весьма резвого использования базы либо абразивы. Эта неувязка может показаться и в этом случае, когда инструмент весьма низкого свойства. Также не забывать про средства для персональной защиты, а конкретно то, что делать работы следует с перчатками, защитными очками и в маске. Если вы находитесь в закрытом помещении, то следует хлопотать о вентиляции.
Виды лепестковых кругов и сфера применения
Диск лепестковый торцевой – самый распространенный вид данного шлифовального инструмента. Его широко используют как дома, так и в металлообрабатывающей промышленности.
Существует два основных вида лепестковых торцевых кругов:
- Плоские. Такая форма идеально подходит для абразивной обработки плоских поверхностей. Большая площадь соприкосновения обеспечивает высокую точность обработки, снижая вероятность появления зарезов. Это свойство также является недостатком, снижая давление наждачных элементов на плоскость.
- Конусные. Универсальная форма позволяет обрабатывать различные криволинейные и изогнутые поверхности. По сравнению с плоскими конусные круги обладают меньшим пятном контакта, что позволяет выполнять работы по металлу и другим материалам с плотной структурой. В промышленности используются в качестве зачистного инструмента для финишной обработки сварочных швов, удаления наплывов после лазерной резки и заусенцев, которые образуются при разделке металла.
Гораздо реже используют торцевые круги нестандартной формы:
- С прорезями. Такая форма позволяет визуально контролировать процесс обработки, при необходимости регулируя давление на поверхность.
- С загнутыми лепестками. Предназначены для обработки углов. Контактной частью является торец круга.
- Комбинированные. Расходный материал для обработки нержавеющей стали и других материалов, требующих деликатного обращения. В них наждачные лепестки чередуются с сегментами из нетканого абразивного материала.
Пакетные и складчатые лепестковые круги состоят из множества отдельных абразивных сегментов, которые крепят на металлическое основание. Такой инструмент предназначен для установки на стационарное шлифовальное оборудование с функцией регулировки оборотов.
Для дрелей существуют специальные лепестковые круги с оправкой, которую устанавливают в посадочное гнездо инструмента. Широкий выбор типоразмеров и применяемых абразивных материалов позволяет использовать круги с оправкой для шлифования внутренних и наружных поверхностей из различных материалов:
- из обычной и легированной стали;
- цветных металлов;
- древесины;
- пластика;
- мрамора;
- стекла.
Выбор лепестковых дисков для болгарки 125
Лепестковые диски являются одним из неотъемлемых инструментов для работы с болгаркой 125 мм. Они предназначены для обработки различных материалов, включая металл. Однако, перед выбором лепестковых дисков необходимо учесть ряд факторов, в том числе зернистость, которая определяет степень шероховатости поверхности после обработки.
Зернистость лепестковых дисков для обработки металла обычно указывается на упаковке и может быть выражена числом от 24 до 120. Чем ниже значение зернистости, тем грубее будет обработанная поверхность металла. Например, диски с зернистостью 24-36 обычно используются для удаления краски, ржавчины и иных сильных загрязнений, а также для быстрой обработки металла с низкими требованиями к качеству поверхности.
Для получения более гладкой поверхности металла и выполнения финишной отделки рекомендуется использовать диски с более высокой зернистостью, например, 80-120. Они позволяют достичь более точной обработки и меньшие следы на поверхности. Однако, следует учитывать, что диски с более высокой зернистостью могут работать медленнее и требуют более тщательного контроля при обработке.
При выборе лепестковых дисков для обработки металла на болгарке 125 также следует учитывать тип металла и его особенности. Например, для обработки нержавеющей стали рекомендуется выбирать специальные диски, предназначенные для работы с этим материалом. Такие диски обычно имеют специальное покрытие, которое позволяет обработать нержавеющую сталь с минимальным риском повреждений.
В целом, при выборе лепестковых дисков для болгарки 125 для обработки металла рекомендуется ориентироваться на требования конкретной задачи и рекомендации производителя инструмента. Правильный выбор дисков позволит достичь оптимальных результатов и обеспечит безопасность при работе с болгаркой.
Правка шлифовальных кругов по ГОСТу
 могут возникать нарушения
могут возникать нарушения
Выполнение правки может происходить различными способами. При проведении процедуры может использоваться как алмазный, так и безалмазный инструмент. Согласно ГОСТ, в условиях промышленных предприятиях она производится свободным абразивом или с использованием технологии накатывания. Если мастер решил выполнить правку прессованного круга в домашних условиях, то в этом случае можно прибегнуть к использованию более сложного приспособления для правки круга. С его помощью можно выполнить перепрофилирование, произвести очистку круга от засаливания.
Процесс работы

Сначала разберём, как восстановить круг, использовавшийся при работе с деревом. Как правило, в подобном случае проблема заключается даже не в том, что лепестки затупляются, а в том, что в пространство между ними забиваются мелкие частички древесины и смола. Застывая, последняя делает работу круга невозможной
Потому в этом случае, мы сосредоточим внимание именно на удалении всех инородных элементов. Для этого можно воспользоваться газовой горелкой. Зажмите старый круг в тисках или возьмите крепко при помощи кусачек
Можно также пренебречь этими инструментами и держать кольцо рукой в перчатке, однако это не безопасно. При дальнейшей работе огонь может задеть пальцы и оставить ожоги
Зажмите старый круг в тисках или возьмите крепко при помощи кусачек. Можно также пренебречь этими инструментами и держать кольцо рукой в перчатке, однако это не безопасно. При дальнейшей работе огонь может задеть пальцы и оставить ожоги.







Опалите одну из сторон при помощи горелки. Лепестки при этом должны почернеть и задымиться. Иногда они могут даже загораться, не пугайтесь, вы не испортили круг окончательно, это нормально, просто как можно быстрее потушите пламя и продолжайте работу.

Возьмите щётку с металлическими зубчиками и начните счищать образовавшуюся гарь. Двигайтесь вдоль лепестков. Можете слегка наклонять щётку, чтобы её зубчики попадали в прорези между шлифовальными пластинками. Удобнее всего двигаться от центра к краям. Периодически можете дуть на поверхность диска, убирая так самые мелкие частички.

Продолжайте постепенно обжигать круг с помощью горелки, а потом счищать образовавшуюся копоть, пока не пройдёте подобным способом всю поверхность. В конце работы постучите кругом по столу, чтобы выбить все остатки мусора, которые не удалось вычистить. После оставьте лепестковый диск на какое-то время, чтобы он остыл. Нужно это, потому что лепестки крепятся к основе при помощи клея, который мог размягчиться и отойти под воздействием пламени. После остывания диском вновь можно будет пользоваться, он вернётся в рабочее состояние.

Теперь посмотрим, что делать, если кольцо пострадало от работы с металлом. В подобном случае проблема заключается в том, что поверхность стачивается у края, шлифовальное покрытие слезает и делать что-либо становится невозможно.

Чтобы исправить это, понадобится отрезной диск. Можно воспользоваться старым и ненужным, подойдут также обломки. В случае, если диск целый, от него нужно отрезать при помощи ножниц по металлу 3-4 примерно равных треугольника. Совместите их края и в подобном состоянии зажмите в тисках так, чтобы основание треугольника осталось с внешней стороны.

Вставив старый лепестковый круг в болгарку, обточите его край о кусочки отрезного диска. Таким образом вы заострите лезвие и срежете истёршуюся поверхность. Лепестковым диском вновь можно пользоваться.

Если диск в особо плохом состоянии, то есть его зернистое покрытие слезло не только у края, а на всей поверхности лепестков, восстановить его можно будет тоже с помощью отрезного круга. На этот раз возьмите рабочий миллиметровый диск и вставьте в болгарку его.

Придерживая одной рукой лежащее на столе лепестковое кольцо, осторожно делайте надрезы по кромке шлифовальных пластинок. Это места, где из-под одного лепестка выступает другой, они темнее основной поверхности и расположены под углом, образуя своеобразную спираль

После того как сделаете надрезы по всему кругу, удалите отрывающиеся части при помощи кусачек. Под стёртыми поверхностями, которые вы уберёте, окажется новое зерно, им можно будет работать.
Восстановление старых дисков может занять какое-то время и оказаться довольно скучным, однако это совсем не сложный процесс, с помощью которого вы сэкономите деньги и сможете повторно использовать уже отработанные круги. Главное, при работе не забывайте о технике безопасности и будьте осторожны.
Разновидности дисков, специфика их использования
Изготавливается ряд вариантов кругов для шлифования. Подвергнем анализу самые востребованные. Диск торцевой лепестковый (КЛТ), предназначается для обрабатывания элементов из железа, древесины, пластмассы. Основная рабочая зона – край круга. Производятся круги с зернистостью 500 и диаметром в 115-180 миллиметров, особенно ходовой – 125 мм. Размер посадочного гнезда – 22 миллиметра. Может использоваться до глубокой выработки. Употребляется как для первичной обработки, так и для завершающей зачистки. Имеются выгнутые и ровные модификации дисков, что дает возможность менять глубину забора пласта. Идеален для обработки плоскости перед нанесением ЛКМ.
Есть 2 варианта КЛТ:
- прямой, для обширных участков при шлифовке плоскостей и сопряженных плоских поверхностей;
- конусообразный, для шлифования швов, кромок и стыковых соединений.
Круг складчатый (КЛС) либо лепестковый пакетный (КЛП) производится в виде железной основы с большим числом фрагментов. Изделие подходит для самых разных материалов, в том числе металла и пластмассы. Максимальный диаметр доходит до 500 миллиметров, используется для механического и ручного обрабатывания плоскостей, размер гнезда посадки от 30 до 100 миллиметров. Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.
Лепестковый диск с оправкой (КЛО) содержит в своей структуре оправку, посредством которой монтируется в инструмент. Практикуется для шлифовки внутренних поверхностей. Обширный масштаб типовых размеров дает возможность выбрать образец под какую угодно площадь подвергаемых шлифовке элементов. Размер абразивных зерен КЛО колеблется от 40 до 500, диаметр – от 15 до 150 миллиметров. Данная модель кругов дает возможность достигнуть хорошего уровня шлифовки.
Лепестковый круг для углошлифмашины (УШМ, болгарки). Этот лепестковый абразивный диск создается непосредственно для монтирования на угловую шлифмашину. Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.
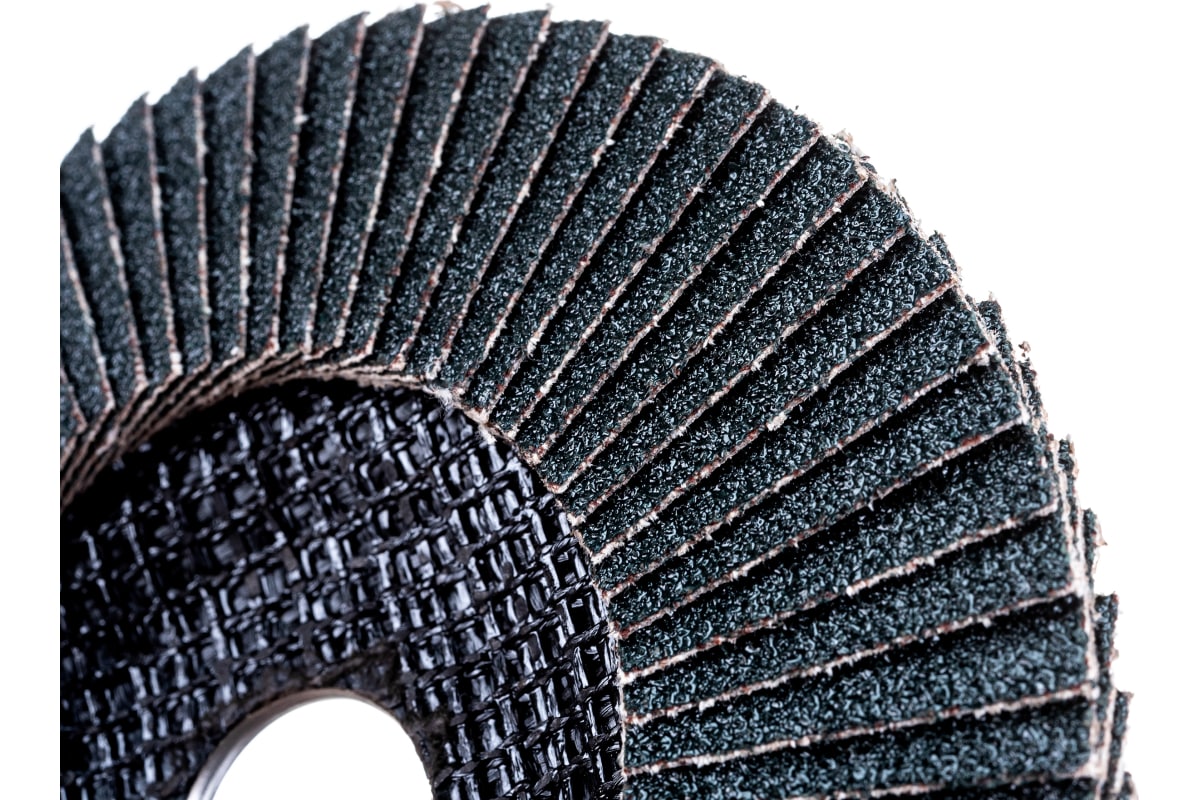







Абразивный диск для углошлифмашины по металлу разбит на самостоятельные сектора – лепестки, от этого и идет его наименование. Лепестки покрываются тоненьким пластом крошки из синтетического корунда циркониевого электродуговой плавки, фиксируемого на основании посредством эпоксидки. Многообещающей новацией стала последняя наработка российских специалистов – круг с напылением из мелких частиц победита электроимпульсной технологии измельчения, закрепленной посредством чрезвычайно прочной припайки, что повышает срок эксплуатации.
Применяемые абразивные композиции
Исходными требованиями согласно ГОСТ являются стойкость против фрикционного износа (причём при совместном действии высоких давлений и скоростей скольжения), малая теплопроводность и повышенная поверхностная твёрдость.
В зависимости от интенсивности применения ГОСТ 28818 допускает использование следующих материалов:
- Электрокорунда на бокситовой составляющей, основу которой составляет высокопроцентный оксид алюминия Al2O3 с добавлением окиси кальция. Данное химическое соединение отличается повышенной твёрдостью, которая сохраняется также при высоких температурах, возникающих в зоне шлифования или правки. Маркировка кругов из электрокорунда – от 12А…15А для нормального, до 22А…25А – для белого. С возрастанием индекса прочность круга возрастает вследствие увеличения твёрдости основного вещества.
- Электрокорунда на карбидной основе. Чаще там содержатся карбиды хрома, титана, циркония и кремния. Маркировка начинается от 38А (для циркония) и заканчивается 95А (для хрома и титана). Карбиды данных металлов имеют повышенную стойкость против касательных напряжений среза, а потому пригодны для съёма поверхностных слоёв деталей, подвергшихся термической обработке, либо их правки. Наличие карбида кремния (маркировка 52С…65С) увеличивает стойкость против температурных перепадов.
- Сферокорунда – материала, который получается при раздувке расплавленного оксида алюминия, следствием чего является конечная сферическая форма зёрен (в электрокорунде зёрна – преимущественно плоские). Маркировка данного состава ЭС, и он отличается чрезвычайно высокой твёрдостью. Это обстоятельство позволяет применять сферокорунд для шлифовальной обработки материалов повышенной твёрдости, включая даже твёрдые сплавы.
- Монокорунда (маркировка – 43А…45А), где шлифовальное зерно, в отличие от других видов, имеет монокристаллическую структуру. Это повышает долговечность абразивной композиции, но одновременно увеличивает её стоимость, поскольку технология выращивания монокристаллов — весьма сложная. Более доступной разновидностью является агрегатированный монокорунд, в котором определённым образом сочетаются поли – и монокристаллические участки.
Степень зернистости устанавливается согласно ГОСТ 3647, и также отмечается в маркировке.
Скрепление абразивного компонента с основой выполняется при помощи колец, фланцев, стеклосетчатых дисков и др.
Особенности применения
- Финишная обработка. Лучше всего инструмент справляется с зачисткой сварочных швов независимо от типа металла. Гибкая структура позволяет качественно удалить брызги металла, обработать место соединения и зачистить дефекты, образовавшиеся после лазерной резки.
- Обработка деревянных поверхностей. Владельцы загородных участков знают, что при подготовке деревянной поверхности под покраску рассматриваемый инструмент отлично справится со снятием старой краски без повреждения структуры древесины.
- Удаление окалины и ржавчины. По качеству обработки лепестковые круги следуют сразу за пескоструйными аппаратами. Главное – подобрать нужный размер зерна. В противном случае поверхность быстро засорится и потеряет абразивные качества.
- Подготовка кромок. С этой задачей лучше всего справится специальный фаскосниматель. Лепестковые приспособления используют при подготовке изделий толщиной до 6 мм или криволинейных поверхностей.
В процессе эксплуатации необходимо следить за состоянием круга. Использование не по назначению может привести к дефектам, которые выражаются в виде слишком быстрого износа абразива или его основы. Также эта проблема может возникнуть в случае использования инструмента низкого качества.
Не следует забывать про средства индивидуальной защиты: не рекомендуется производить работы без перчаток, маски и защитных очков. Находясь в закрытом помещении, необходимо позаботиться о достаточной вентиляции.






