Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.

Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.
Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
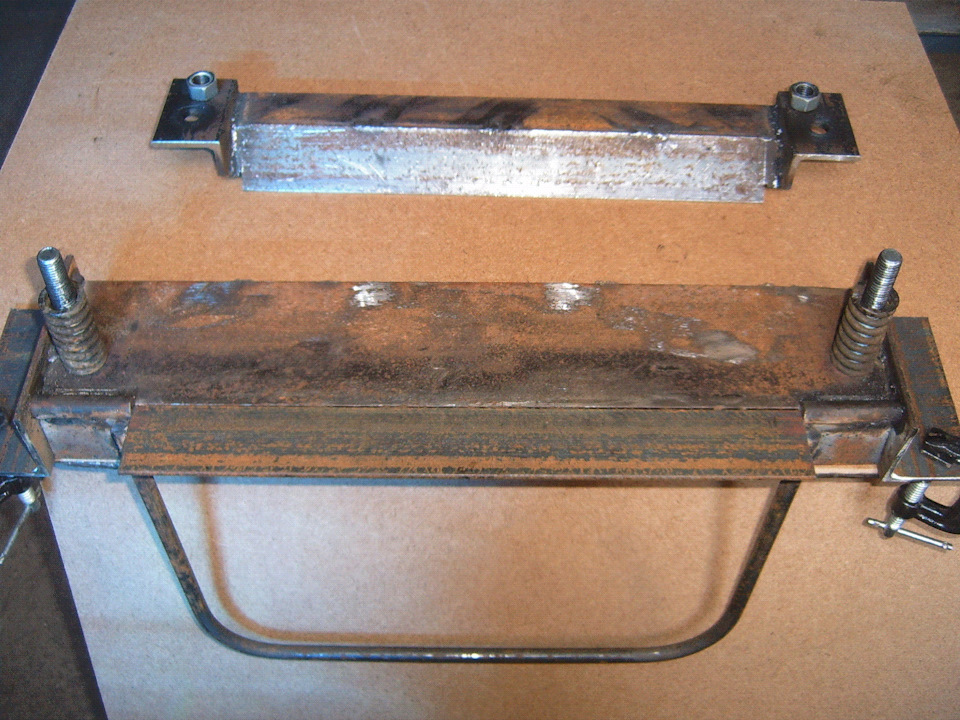
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.

Обратите внимание!
Лебедка своими руками: классификация, материалы изготовления, описание этапов работы + инструкция для сооружения своими руками
- Струбцина своими руками — пошаговое изготовление и описание вариантов применения струбцины
- Нож своими руками | Поэтапное описание как и из каких материалов сделать самодельный нож
Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.


Домик для кошки своими руками: материалы
Сконструировать кошачье убежище своими руками не особо трудно, а вариантов его создания невероятно много. Причем вы можете пользоваться самыми разными материалами, выбирая из того, что у вас есть.
Из картона
Как уже было сказано, делать картонный кошачий уголок очень легко. С работой запросто справятся даже маленькие дети. Подобный вариант можно изготовить из распечатанной заготовки-схемы либо взять за основу простую картонную коробку.
При втором способе основными материалами станут коробка и ткань.
- Первым делом вырезается верхушка картонной заготовки и ее днище.
- После этого коробка покрывается краской-спреем.
- Каркас будет стенами дома – прорежьте там окошки и вход.
- Затем отрезанные первоначально элементы собираются в крышу. Скрепляйте их скотчем между друг дружкой.
- Поставьте получившуюся крышу на верхушку коробки и надежно прикрепите.
Дом готов – осталось только задекорировать его тканью, цветной бумагой и любыми другими понравившимися материалами.
Из фанеры
Изготовить фанерное убежище для своего пушистого любимца тоже несложно, а получится оно более надежным и крепким, нежели картонное:
- Для начала найдите и подготовьте необходимые материалы. Домик будет состоять из будки и маленького к ней подъема.
- Вырежьте нужные изделию элементы из фанерных листов, а затем обработайте все наждачкой.
- Обшейте фанерные детали ковролином и приступайте к сборке убежища.
- К будке прикрепляется основа, которая обязана быть немного больше по ширине – так удастся сделать ступеньку.
- Прикрепите к изделию ножки, а верхнюю полочку – на брус, обмотанный веревкой.
Если делать все в соответствии со схемой – изделие получится привлекательным внешне и обязательно понравится вашему питомцу.
Из дерева
Деревянный кошачий домик – наилучший вариант. Придется немного потрудиться и постараться над его созданием, но на помощь придут схемы.
Таковых существует огромное число, поэтому вы обязательно сумеете подыскать что-то для вашего котика.
Выбирайте понравившееся изделие, подготавливайте материал и приступайте к работе над созданием оригинального и необычного жилья для животного.
Для понимания процесса рассмотрим виды листогибов:
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм

Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.

Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб

Правильнее будет назвать – листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
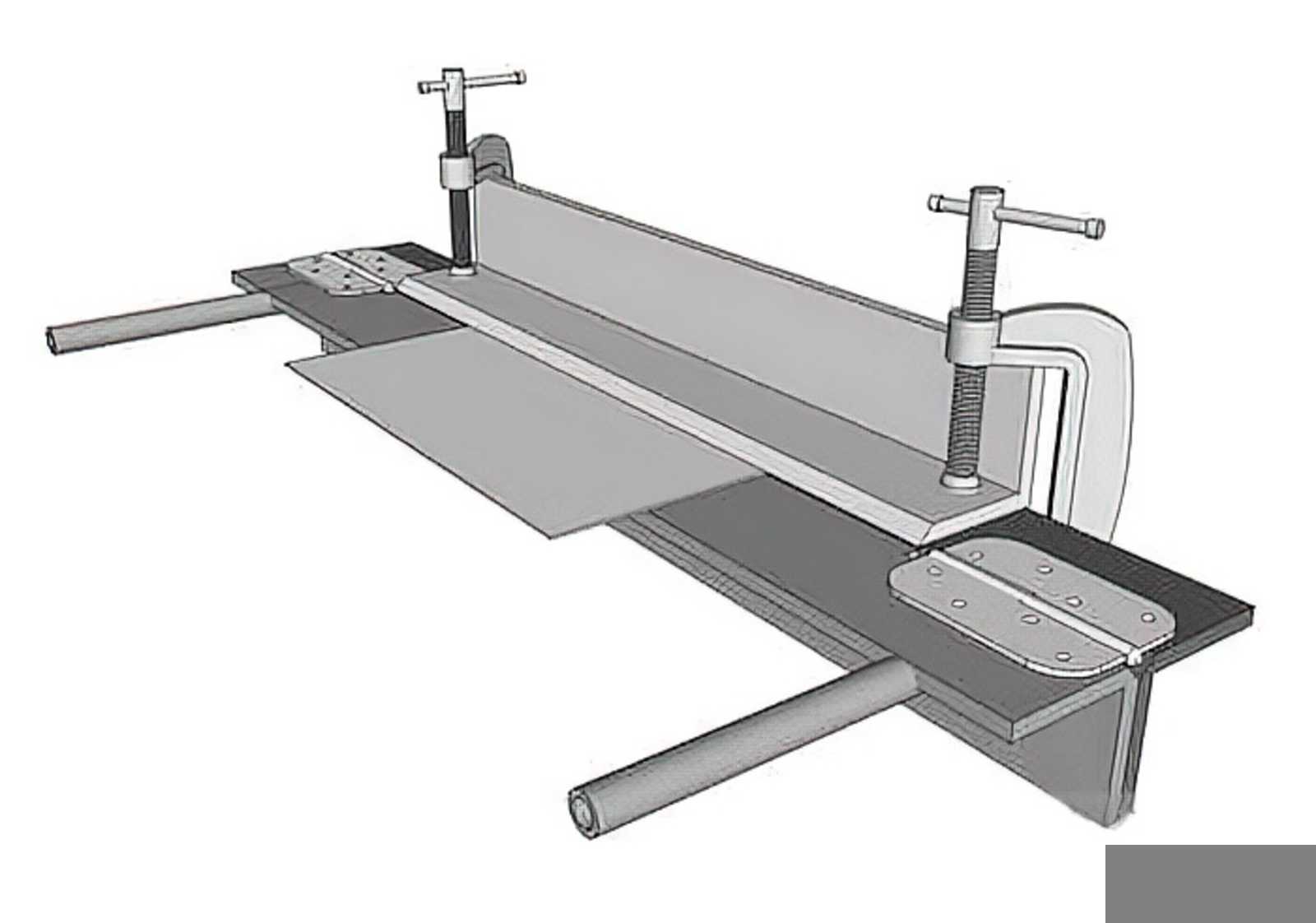
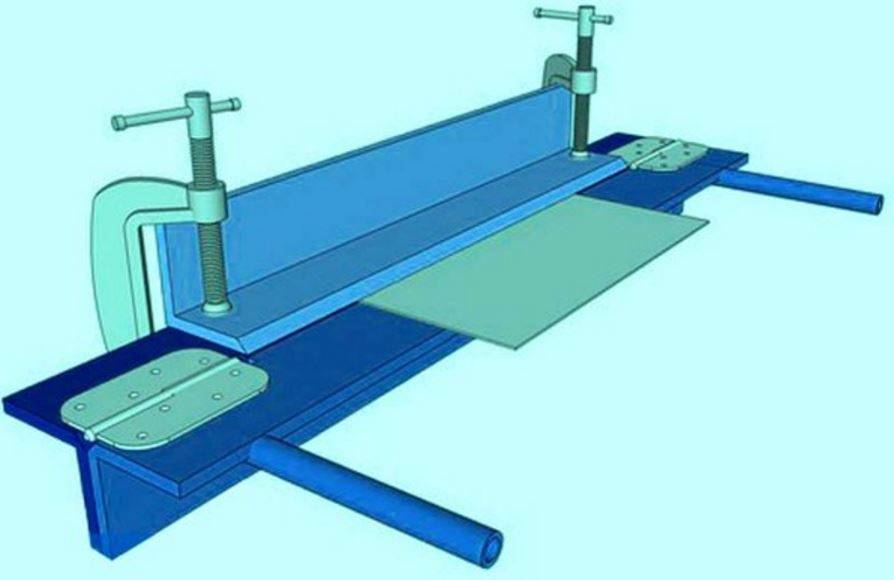
Как сделать листогиб без сварки: поэтапно
Перечень необходимых для работы материалов:• уголок;• профильная труба с квадратным сечением;• саморезы;• брус из дерева;• мебельный болт – 2 шт.;• барашковая гайка – 2 шт.
Список инструментов:• ножовка по металлу;• дрель;• напильник;• дисковая отрезная пила;• гаечный ключ.
Чертежи и пошаговое описание как самостоятельно изготовить листогибочный станок, не используя сварку

Поскольку мы обойдемся без сварочного аппарата, то для фиксации всех соединений будут использованы болты и гайки.

Необходимо зажать уголок в тисках. Дальше пилим, используя приготовленную ножовку.





Затем отпиливаем паз по разметке, которую мы сделали, приложив петлю.
После этого в ребре угла нужно просверлить отверстие для прижимных болтов.
На стол станок будет крепиться посредством деревянной губы, чтобы на столе не появились царапины. Берем деревянный брус и так же выбираем паз.
Далее нужно взять саморезы, с их помощью прикручивается металлическая петля.

Вот в такой простой и недорогой способ мы изготовили листогибочный станок. Он выгоден тем, что при его изготовлении мы не пользуемся сварочным аппаратом. Благодаря этому листогиб могут легко создать ребята, у которых нет сварки, или которые еще не научились ее использовать в деле.
Источник
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Зиг-машина
Ручная настольная зигмашина
Зиг-машина – это, разумеется, не робот в виде орущего Гитлера с протянутой рукой. Зиговочная машина (см. рис.) или зигмашина – устройство для зиговки, или зигования. А зиговка – вытягивание на листовых металлозаготовках отбортовок или специальных выбоин – зигов. Бортики жесткости на ведрах и тазиках видали? Это и есть зиги. Собственно машинки для краткости также часто называют зиговками
Зиговочные машины, как следует из определения, тоже относятся к разряду листогибочного оборудования, только специального. Бывают они электрическими или ручными. Последние настольными стационарными (на рис.) или переносными (мобильными), со струбциной. Такие можно носить с собой в сумке с инструментом.
Зигмашина – незаменимый помощник в жестяницко-кровельных работах. Зиговать можно не только круглые заготовки обечаек, но и листы. Попробуйте на самом лучшем ручном листогибе сделать отгиб под уже упоминавшийся двойной фальц. Зиговкой такой получается в один проход; при некоторой сноровке – прямо на крыше. Что еще можно получить зиговкой с помощью стандартных пар роликов, видно на следующем рисунке. Буквенные обозначения стандартные; они соответствуют виду производимой операции. Стоит же зиговка втрое-впятеро, а то и вдесятеро дешевле заводского ручного листогиба.
Зиговочные ролики
Видео: работа на зиг-машине
Как выбрать кинематическую схему гибочного станка
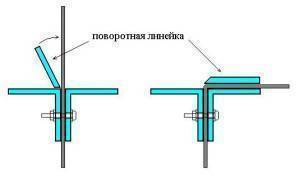
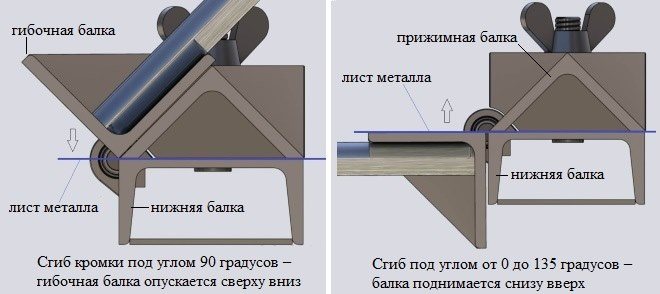
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
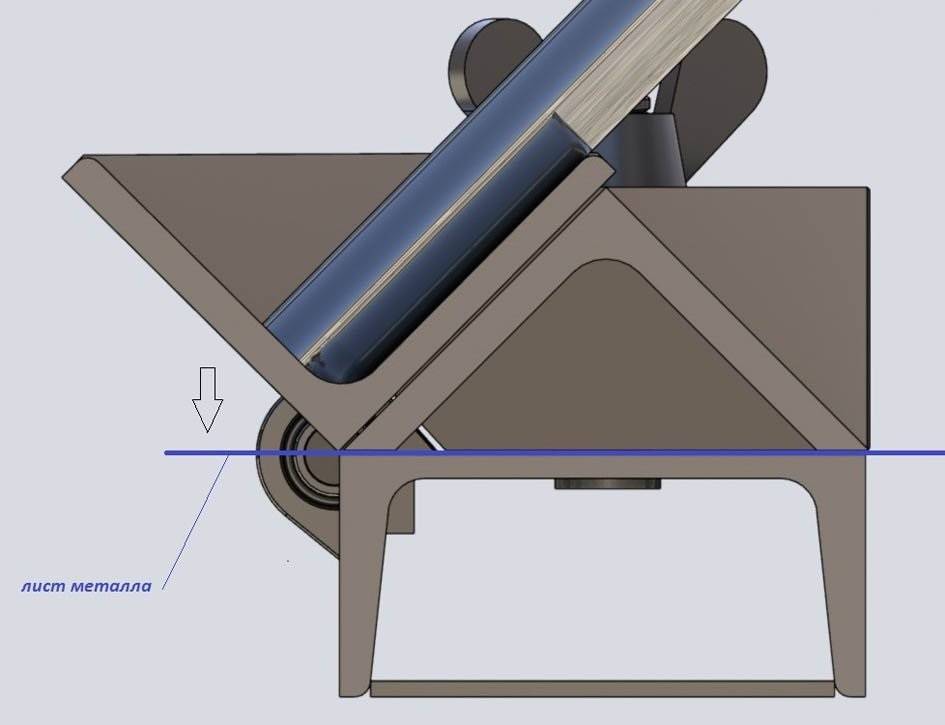
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.


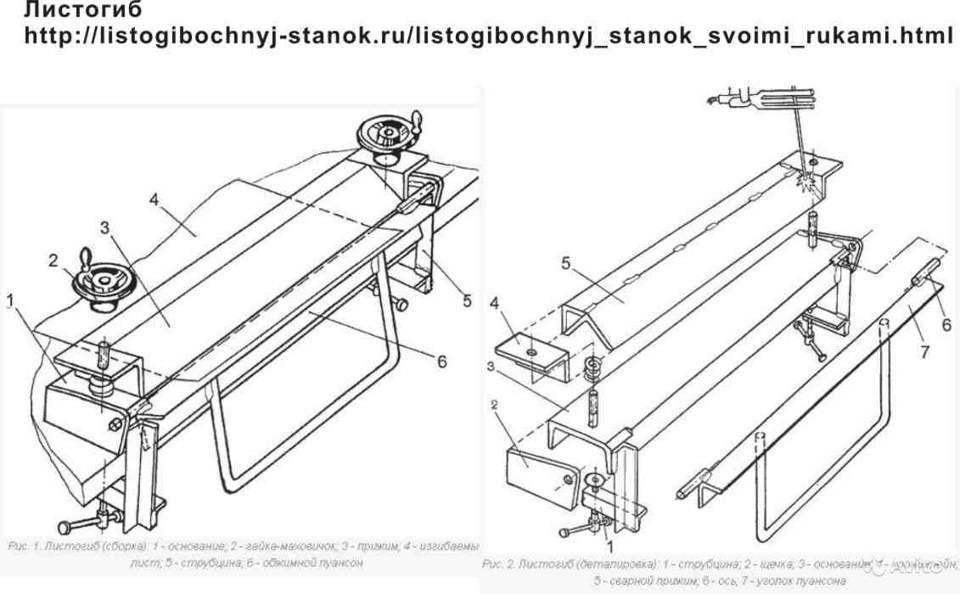
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
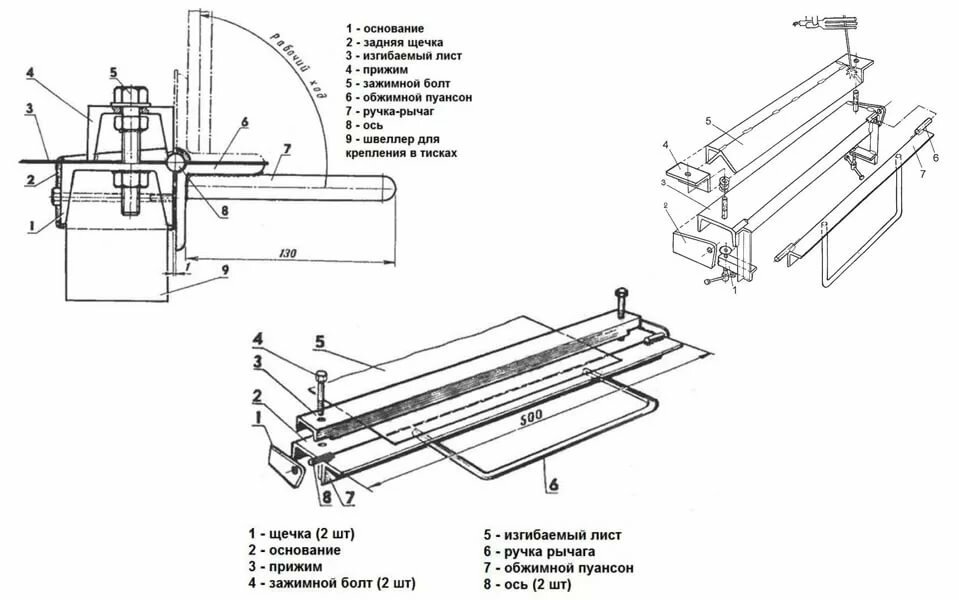
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Производители
Широкое распространение в разных странах получили бендеры, поставляемые австрийским концерном Wuko Maschinenbau GmbH. Модификация Wuko Bender позволяет производить прямо на месте детали кровли, водосточных труб и различных воздуховодов. Этот ручной листогиб может дотягиваться до самых труднодоступных участков. Есть и специальный режим криволинейного изгиба с разными радиусами. На традиционном листогибочном станке, используемом промышленностью, это сделать нельзя.
Wuko Mini Bender — устройство с единственной парой роликов. Вариант 2021 обеспечивает изгиб от 0,5 до 2 см
Если нужны борта большей высоты, стоит обратить внимание на другие модификации в той же линейке. Сейчас их 2: 2030 и 2050. Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается.
Если важна повышенная производительность, нужно обратить внимание на линейку Wuko Duo Bender. В таких системах есть 2 пары роликовых элементов. Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см. Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке.
Говоря про российские сгибающие системы, полезно упомянуть модель ЛБА-215. Ее характерная особенность — гибочная балка с повышенной жесткостью. Устройство отлично подходит для производства элементов вентиляции и прочих «фасонных» изделий из металла. Возможна обработка не только стали, но и меди, и алюминия. Набор поставки включает отрезную машинку и фальцеосадочный блок, помогающий догибать заготовки до 180 градусов.
Еще одна привлекательная модель — MRB UNO 100 METALMASTER. Параметры этого листогиба таковы:
- работа со сталью толщиной 0,06 см;
- работа с медью толщиной 0,08 см;
- работа с алюминием толщиной 0,08 см;
- работа с цинком и титаном толщиной 0,08 см;
- высота гиба 10 см;
- общая масса устройства 1,3 кг.
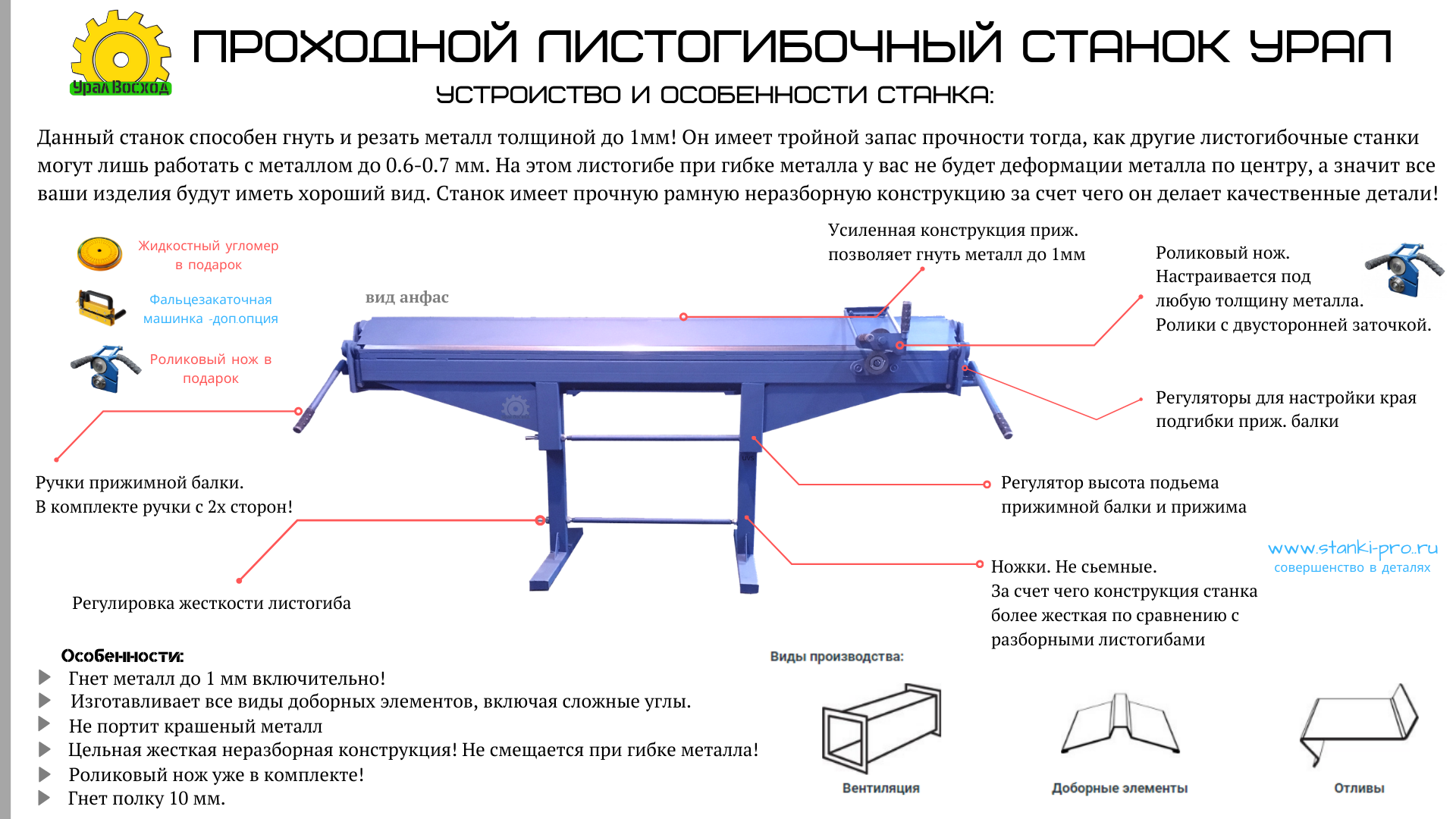
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет “рабочей лошадкой”, без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?

Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
ИБ2222 Порядок работы на машине при гибке цилиндрической обечайки
- Лист заводится между верхним и боковыми валками. При этом кромка листа должна бить выставлена параллельно образующей переднего валка
- Задний боковой валок перемещается в крайнее нижнее положение
- Передний боковой валок перемещается в крайнее верхнее положение и осуществляется зажим листа
- Задний боковой валок перемещается вверх и производится подгибка передней кромки листа
- Боковые валки устанавливаются по симметричной схеме (на одном уровне относительно верхнего)
- Лист перемещается в крайнее переднее положение
- Производится подгибка второй кромки листа, аналогично первой
- Боковые валки устанавливаются по симметричной схеме
- Производится гибка листа в цилиндр. Радиус гибки зависит от положения боковых валков относительно верхнего, контроль которых осуществляется с помощью указателей, расположенных на правой стойке машины
- Откидывается левая опора верхнего валка и обечайка снимается
Внимание
Т.к. подгибка кромок листа осуществляется по асимметричной схеме, то в этом случае возникают большие радиальные усилия, чем при симметричной схеме. По этой причине на машине возможна подгибка кромок меньшей толщины (см*табл.1).
При работе требуется большее внимание к правильности регулировки и установки заготовки в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверить параллельность кромки листа образующей валка. Плоская заготовка должна быть предварительно исправлена т.к
наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки
Плоская заготовка должна быть предварительно исправлена т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.





Смещение кромок исправляется путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
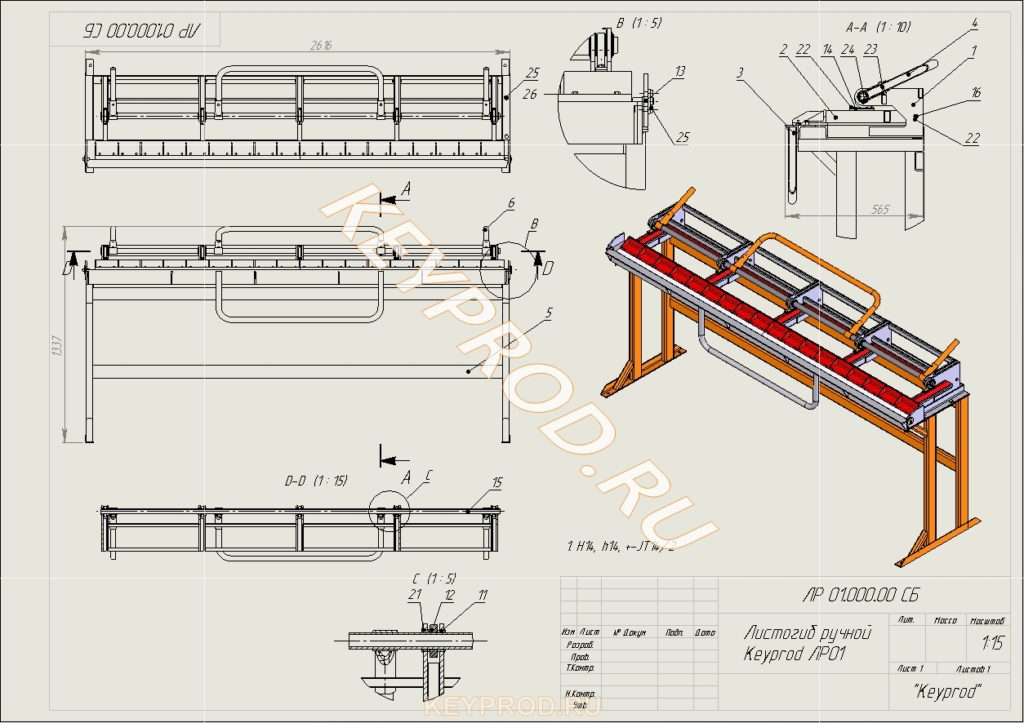
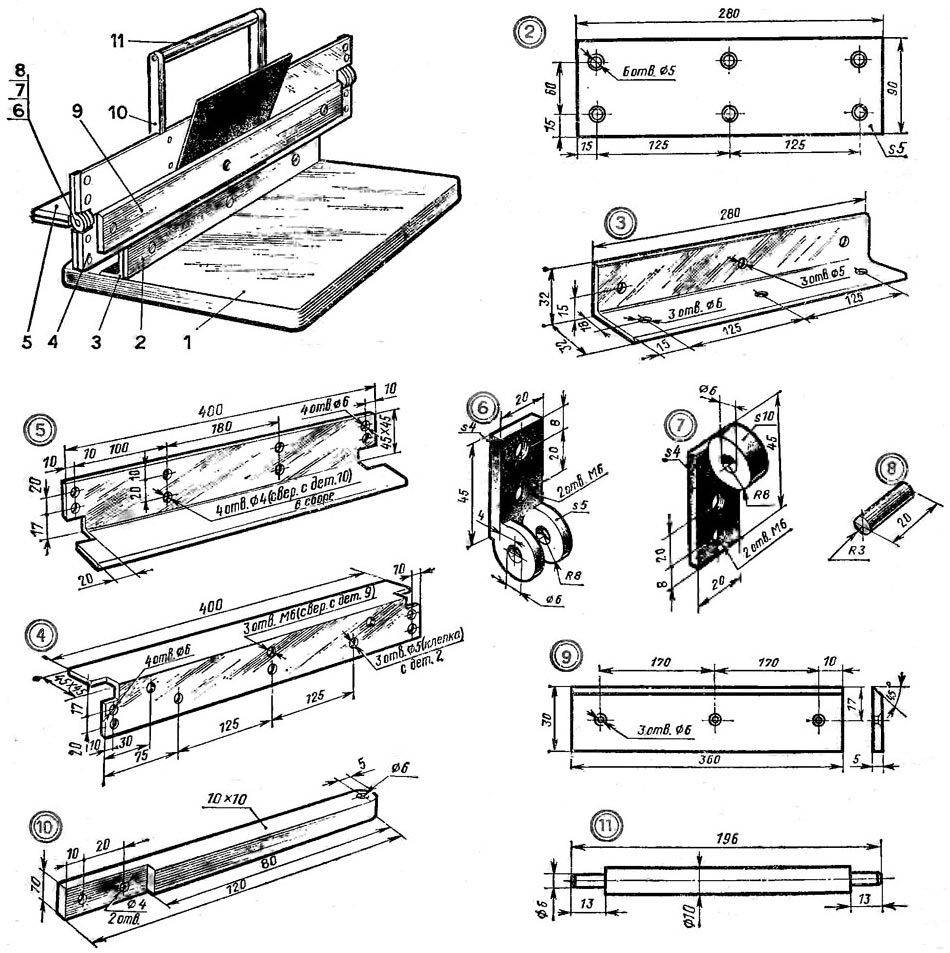
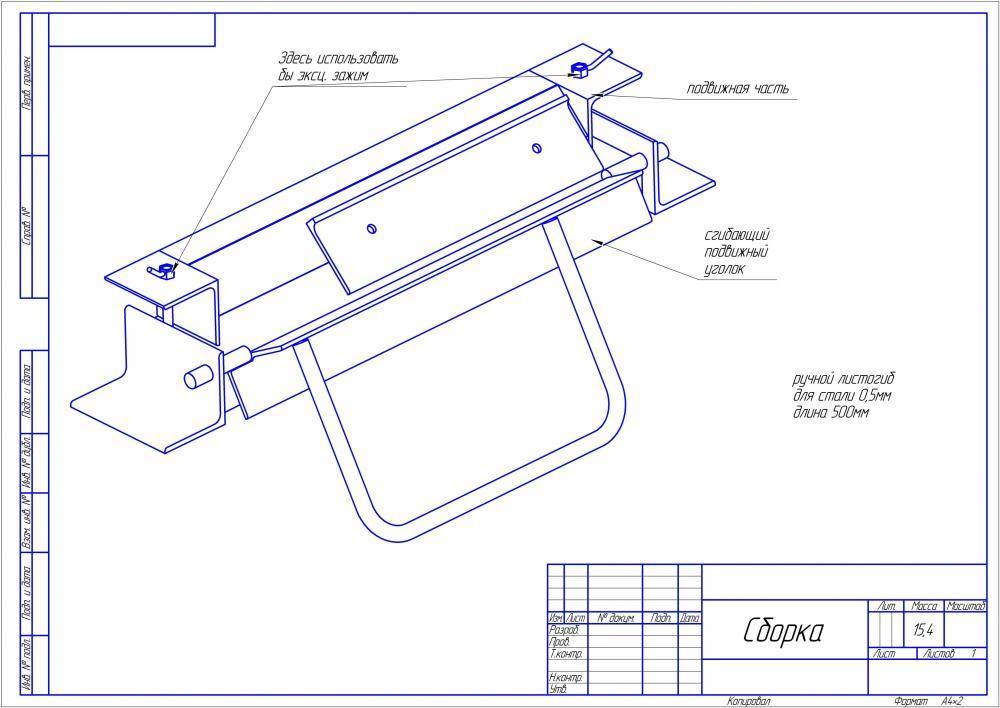
Самая популярная конструкция листогиба и ее улучшение
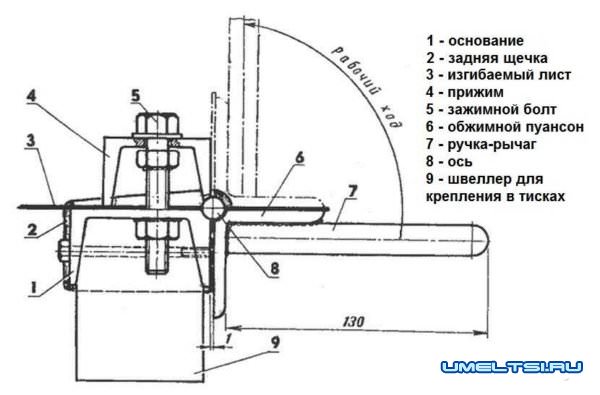
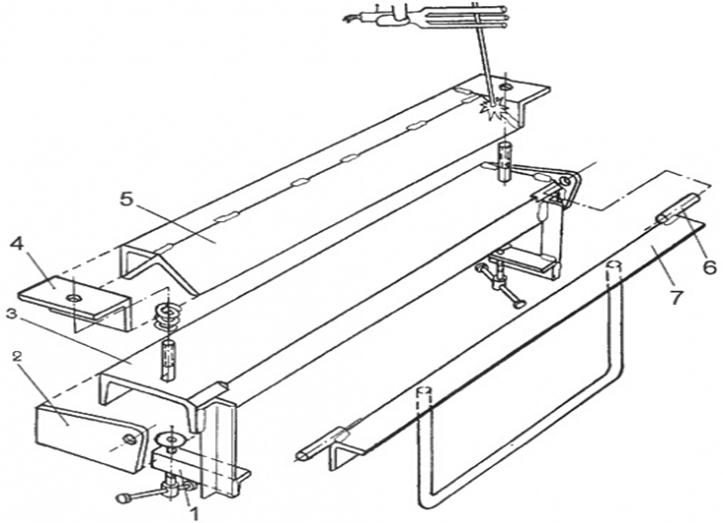
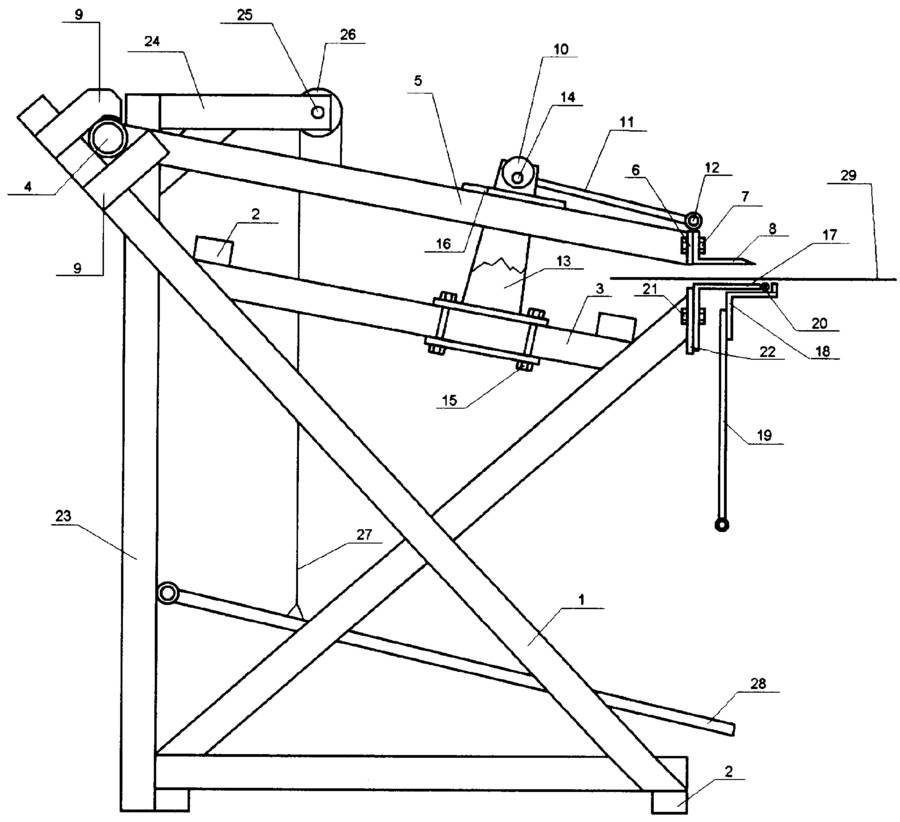
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
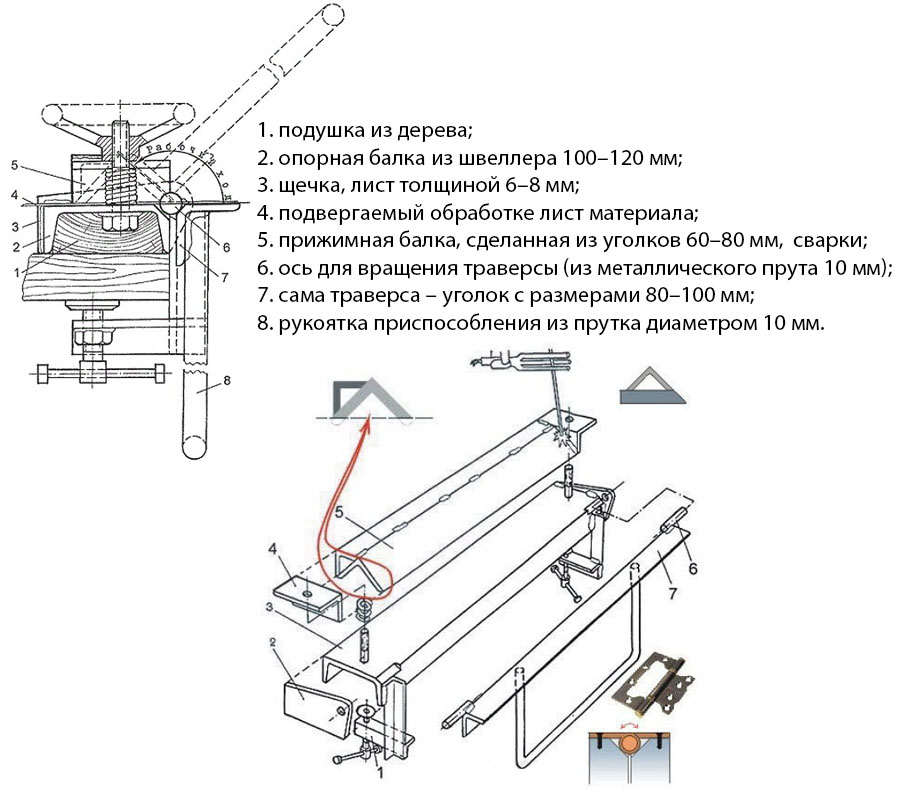
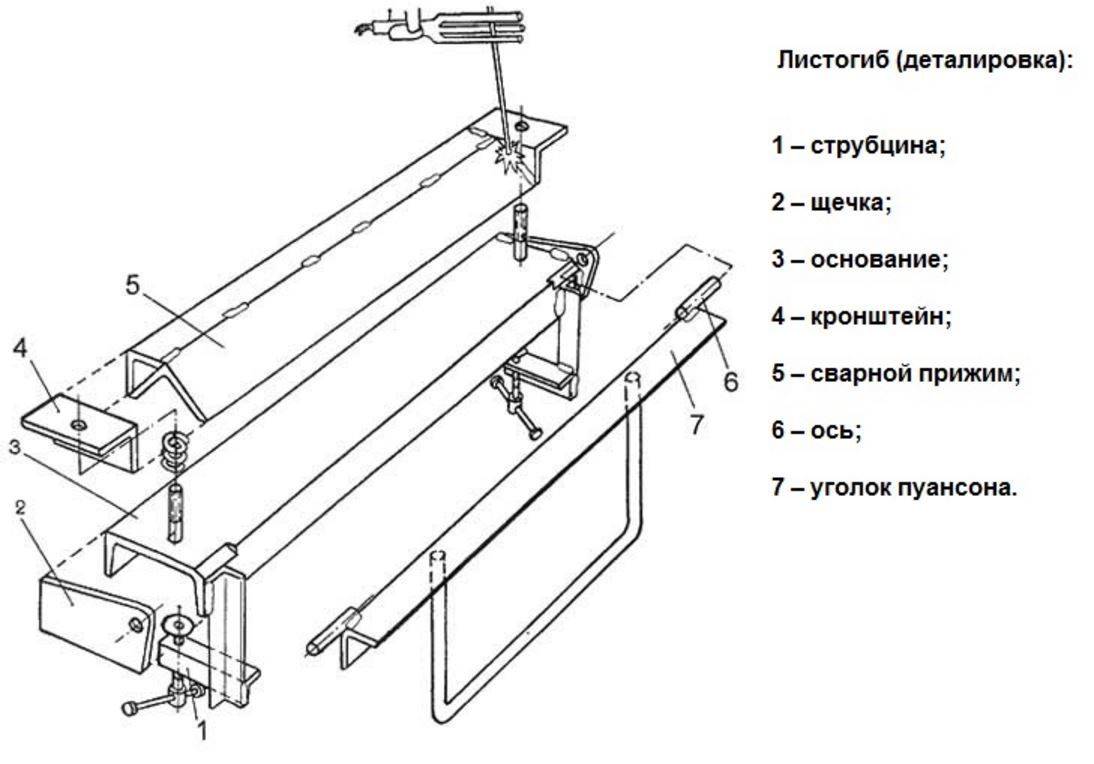
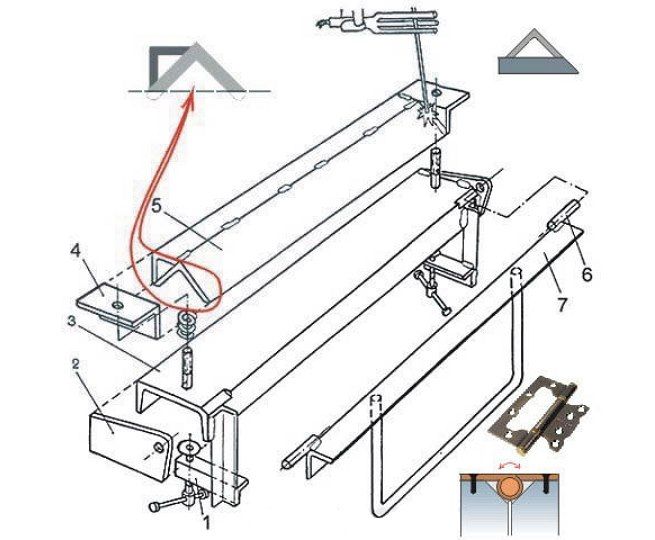
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
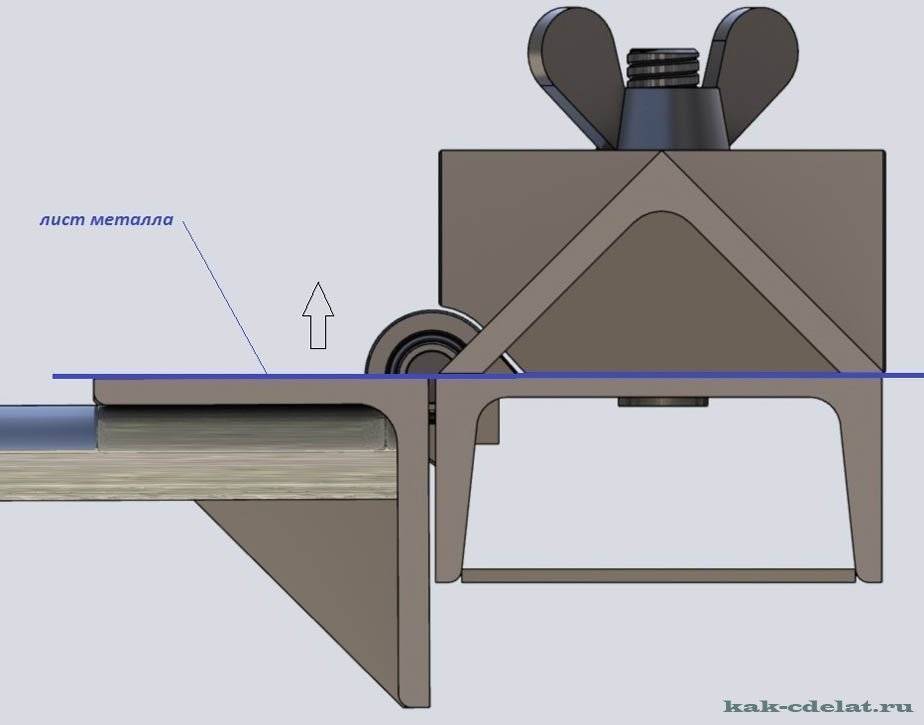
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
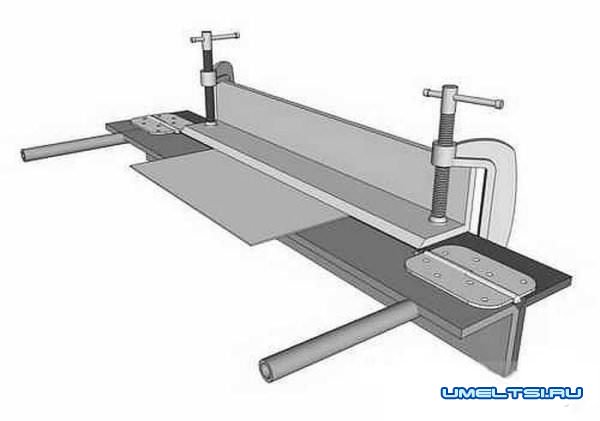
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
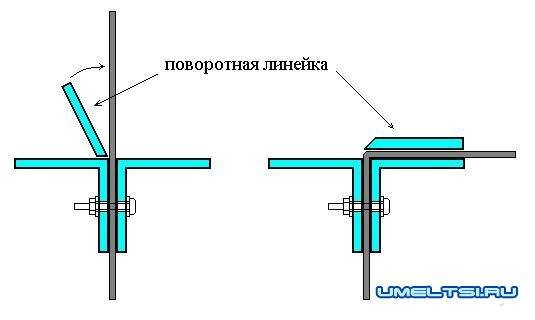
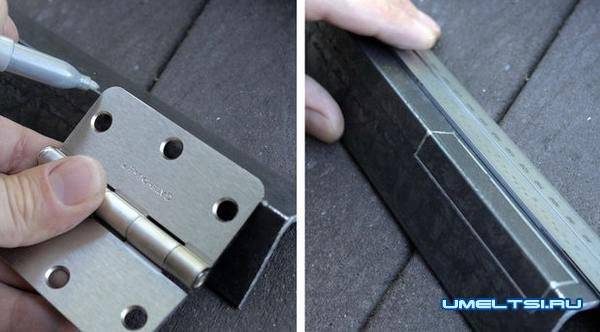
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Post Views: 211






