Отделка помещений своими руками вагонкой
Классическая установка вагонки своими руками очень проста
Использование инструментов
Процесс монтажа следует проводить после завершения процесса изготовления вагонки.

Необходимый набор инструмента
Потребуются следующие инструменты:
- Брус из дерева, размеры 40х50мм;
- Дрель перфораторная;
- Гвозди, размер 20 мм;
- Шуруповерт, подойдет и дрель с различными насадками;
- Отвес, а также уровень;
- Крабы, представляющие собой монтажные скобы;
- Саморезы, используемые по дереву 35мм;
- Вата минеральная, которая будет использоваться в качестве утеплителя;
- Собственно сама вагонка;
- Саморезы анкерные 35мм;
Составляем каркас

Сборка каркаса для установки Первый этап, которым начинается укладка вагонки своими руками, представляет собой сборку несущего каркаса. Именно от правильности его монтажа будет зависеть конечный итог.
- Посредством использования уровня следует провести горизонтальную линию, по ее расположению происходит установка монтажных скоб, проводится она при помощи перфораторной дрели, а также анкерных саморезов. Расстояние между скобами составляет примерно полметра. Это необходимо для дальнейшей установки несущего бруса.
- Далее для образования паза для бруса необходим загнуть скобы внутрь.
- Брус необходимо вставить в скобы, закрепив при помощи отверстий с боковых сторон скоб саморезами, используемыми для дерева. Оставшиеся излишки крепления следует загнуть.
На верхний брус далее крепятся отвесы, по ним определяется вертикальный уровень креплений. Монтируем далее промежуточные и нижний бруски по аналогичной схеме. Расстояние между брусками по вертикальной линии должно быть около 50 см.

Полукруглая арка из вагонки своими руками– один из вариантов оформления Для оформления вагонкой дверного проема в виде арки потребуется отдельная деталь в составе каркаса, которая имеет форму округлой рамки. На нее и будет крепиться вагонка в дальнейшем.
https://www.youtube.com/watch?v=iXuLEArgwos
Прокладка утеплителя
Должный уровень теплоизоляции в оббиваемом помещении, можно получить при условии использования минеральной ваты.
- Минеральная вата, которая обычно поставляется в рулонах, разрезается на части требуемого размера. Ими следует проводить прокладку плоскостей между брусками. В том случае, если части каркаса позволяют просунуть вату под ними, следует использовать цельные куски, а фиксировать утеплитель можно либо посредством монтажных креплений, либо при помощи клея.
- Соединения листов утеплителя должны быть склеены посредством монтажной пены.
- Далее каркас следует проложить материалом, который позволит получить гидроизоляцию. В качестве ее используется пленка, создающая барьер для пара или влаги.
Укладка на каркас
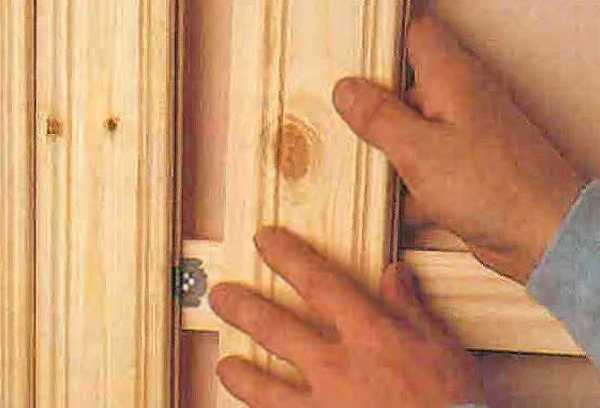
Обивка вагонкой своими руками не трудна и интереснаКрепить изделие к каркасу следует при помощи гвоздей, вбиваются они в паз с соблюдением определенного угла. Это позволит скрыть гвозди на поверхности. С монтажом вагонки не будет проблем, если каркас был собран в ровной плоскости.
Монтаж своими руками
Прежде чем приступить к монтажу, необходимо просушить вагонку. Это займет несколько недель. Но зато потом вы не будете беспокоиться, что произойдет деформация материала.
Если просушка проходила не внутри помещения, где будут проходить отделочные работы, материалу нужно сутки для адаптации к внешним условиям. После того, как эти рекомендации выполнены, можно приступить непосредственно к облицовке.
Полотно вагонки имеет шип с одной стороны и паз — с другой. Последний при монтаже должен располагаться внизу. Это необходимо, чтобы скапливаемая влага не попадала в конструкцию.
Внутренняя отделка дома вагонкой может проводиться как от потолка, так и от пола. Но все же желателен первый вариант. Хотя подрезку в дальнейшем можно скрыть с помощью плинтуса.
Рейки могут закрепляться скрытым способом с помощью кляймера, так и напрямую, прибивая на гвозди к рейкам обрешетки. Первый вариант более эстетичный.
Видео — внутренняя оббивка загородного дома:
Покрытие лаком или покраска
Чтобы придать внутреннему убранству законченный вид, необходимо покрыть вагонку лаком или покрасить. В чем же отличие этих процедур? На каком составе следует остановиться?
За основу лаков берется несколько компонентов. От них зависит внешний вид и применение. Лаки бывают:
- Акриловые;
- Полиуретановые;
- Алкидные;
- Акрилово-полиуретановые;
- На водной основе.
Видео — покраска древесины:
Акриловый лак быстро сохнет. Он подойдет как для внутренней, так и для внешней работы. Лак не боится влаги и высоких температур. В продаже имеется много цветов и оттенков. Такую поверхность будет легко отмыть от скапливающейся пыли и грязи.
Алкидные лаки очень долго сохнут. Чтобы ускорить процесс можно применить специальный раствор, как раз предназначенный для этой цели.
Еще одним недостатком является неприятный резкий запах. Его очень сложно выветрить из помещения.
Достоинством является то, что после покрытия он образует защитную пленку от влаги.
Цена на такой лак выше, но и по свойствам он гораздо безопаснее и функциональнее остальных категорий. Поверхность, покрытая таким составом очень проста в уходе.
Стоимость работ
Отделка вагонкой внутри дома – дело незамысловатое. Она не требует особых навыков и годов обучения. Эту процедуру вы можете произвести и самостоятельно.
Но если из-за каких-то обстоятельств или по иным причинам, вы не можете выполнить эту работу сами, можно нанять бригаду профессионалов.
Средние расценки по обшивке помещения внутри составляют 350 рублей за кв.м. Это в первую очередь зависит от сложности работы, объемов и помещения. Черновая отделка подсобных помещений будет дешевле.
А вот за работу по отделке по неровной поверхности придется выложиться! Средняя цена на сам материал составляет от 8 до 12 тысяч рублей за куб. м.







Выбираем вагонку для обшивки
Вагонка
Вагонка из дерева может быть обычной или евро. Первая на своей поверхности имеет шероховатость и ворс, вторая идеально гладкая. На тыльной стороне евровагонки есть вентиляционные каналы, которые предупреждают скопление влаги (конденсата) и снимают напряжения в материале. Согласно ГОСТ 8242-88, влажность деревянных изделий допускается в пределах 12±3%, однако обычная вагонка может изготавливаться из древесины влажностью до 25%, что может привести к деформации в процессе эксплуатации бани. Исходя из этого, будем выбирать для обшивки бани подходящую деревянную евровагонку.
Маркировка и технические требования
Вагонку производят из древесины хвойных пород и лиственных. Лучшие варианты для парной – осина, липа, кедр, ель, ольха, дуб, сосна.
| Древесина | Цвет | Свойства | Фото |
|---|---|---|---|
| Осина | Белый, приобретает серебристый отлив. Едва заметны желтые годичные кольца. | Легкая, хорошо выдерживает высокую влажность и температуру. Со временем твердеет настолько, что в осиновую панель трудно забить даже гвоздь. Не выделяет смолы, не раскаляется. | Вагонка из осины, Экстра |
| Липа | Светлая, коричневого, реже красноватого оттенков. Присутствует матовый блеск. | Волокна однородные, поверхность мало нагревается, в парной выделяет полезные для здоровья аромакомпоненты. При контакте с липовой древесиной во влажной среде железо окисляется и ржавеет, появляются потеки. | Евровагонка из липы |
| Липа Кедр канадский или сибирский | Коричневая с розовым оттенком. | Одна из самых дорогих и полезных для здоровья пород дерева. Не гниет, хорошо выдерживает механические нагрузки, не трескается. | |
| Сосна | Бежевый, коричневый с красными оттенками. Темнеет со временем. Выраженный рисунок годичных колец и смоляных каналов. | Хорошие механические свойства, вязкость, коробление умеренное. Не вызывает трудности при обработке. Выделяет смолу при нагреве, поэтому не обходит для обшивки тех поверхностей в парной, с которыми возможен тактильный контакт. Не подходит для обшивки потолка парной либо требуется неоднократная протопка парилки с последующим удалением выступившей смолы (процедуру повторять, пока из вагонки не выйдет вся смола). Для бани сосновую вагонку лучше выбирать Экстра-класса. | Сосна |
В следующей таблице представлены классы и их описание. Стоит знать, что древесина с большим количеством сучков быстрее нагревается, может обжечь. Маркировка одинакова для всех типов деревянной вагонки.
| Класс или сорт | Описание |
|---|---|
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см).Могут быть трещины : волосяные – длиной не более 1/2 панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м.п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м.п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м.п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Маркировка
Маркировка вагонки
Нормы пороков по ГОСТ указаны в таблице ниже.
Нормы пороков по ГОСТ
Дефекты вагонки
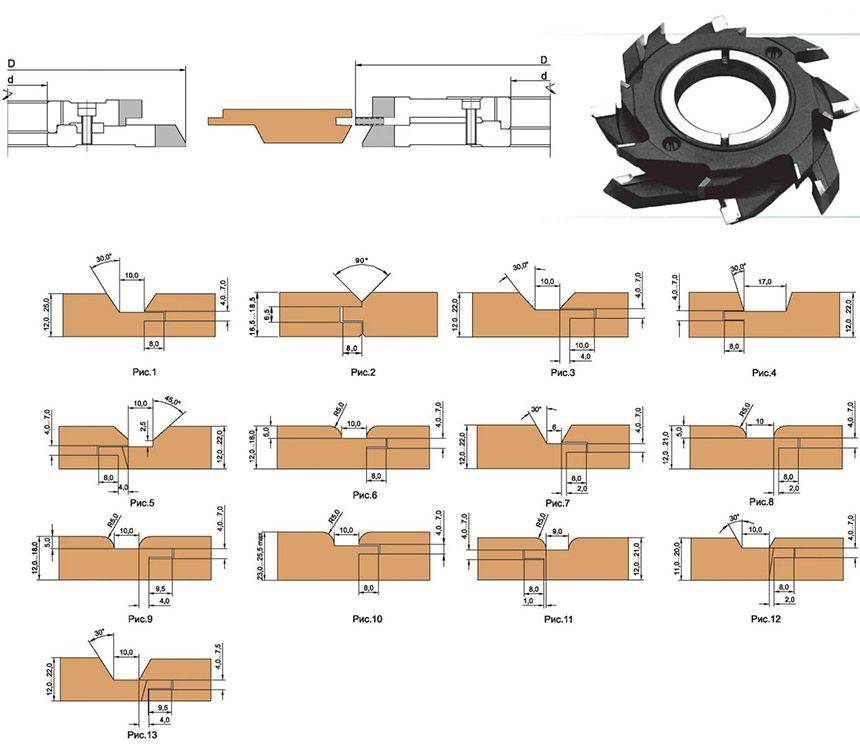
Остается только выбрать профиль вагонки, т.к. каждый имеет свои нюансы монтажа.
| Профиль | Описание | Схема |
|---|---|---|
| Стандарт | Похожа на классическую вагонку «в четверть доски». Имеет соединение шип-паз, причем шип короче паза для предотвращения деформации. | Вагонка Стандарт |
| Штиль или Колхозница | От предыдущей отличается скругленным краями и наличием на обратной стороне каналов для предотвращения скопления конденсата. | Штиль |
| Евро | Производится по стандарту DIN 68126. Имеет удлиненный шип. После монтажа вагонки поверхность стены ребристая. | Евро |
| Софт-лайн | Софт-лайн или мягкая линия – это симбиоз вагонки Евро и Штиль. Мягкие скругленные углы, удлиненный шип, рельефная фактура стены после сборки панелей. | Софт-лайн |
| Блок-хаус | Применяется для отделки внешних стен и помещений. Стилизована под оцилиндрованное бревно. Есть соединение шип-паз, лицевая сторона обычно скругленная, а изнаночная ровная или с каналами для вентиляции. | Блок-хаус |
Профили вагонки
Это интересно: Вагонка «Штиль» (35 фото) — что это за профиль, размеры доски из липы и кедра, сорт «Экстра», примеры отделки потолка и стен в интерьере крашеной вагонкой
Выбор станка для вагонки
Выбор оборудования для изготовления профилированной доски зависит от двух факторов:
- Производительность станка.
- Экономическая целесообразность.
Производительность станка
Профессиональное оборудование рассчитано для обработки сырья из необрезной доски. Станок, оборудованный 5-тью шпинделями (приводными осями с режущими головками), выполняет одновременно 4 операции по обработке древесины:
- удаление коры и подкорья с необрезной доски;
- строгание доски с обеих сторон (функция рейсмуса):
- фрезерование боковых сторон заготовки — формирование пазов и шипов;
- фрезерование тыльной стороны для устройства вентиляционных каналов.
Производительность профессиональных агрегатов достигает от 1800 п.м. до 3600 п.м. готовой продукции в течение рабочей смены. Такое оборудование устанавливают на крупных предприятиях.
Модели с 4-мя шпинделями обрабатывают калиброванный пиломатериал. Недорогое оборудование выполняет 2 операции – фрезерует только пазы и шипы. Производительность у них небольшая – 200 – 300 п.м. за рабочую смену.
Экономическая целесообразность
Приобретать дорогое оборудование (от 100 тыс.руб. до 500 тыс.руб.) стоит в расчёте на сбыт вагонки в больших объёмах. В условиях малого предприятия приобретают 2-х операционный станок (50 – 60 тыс.руб.). Для домашней мастерской целесообразно собрать своими руками фрезерное оборудование.
Как сделать вагонку своими руками
Процесс изготовления досок не составит особого труда даже для начинающих мастеров, однако стоит придерживаться определенных правил и последовательности выполнения работ. Рассмотрим детальнее все этапы рабочего процесса:
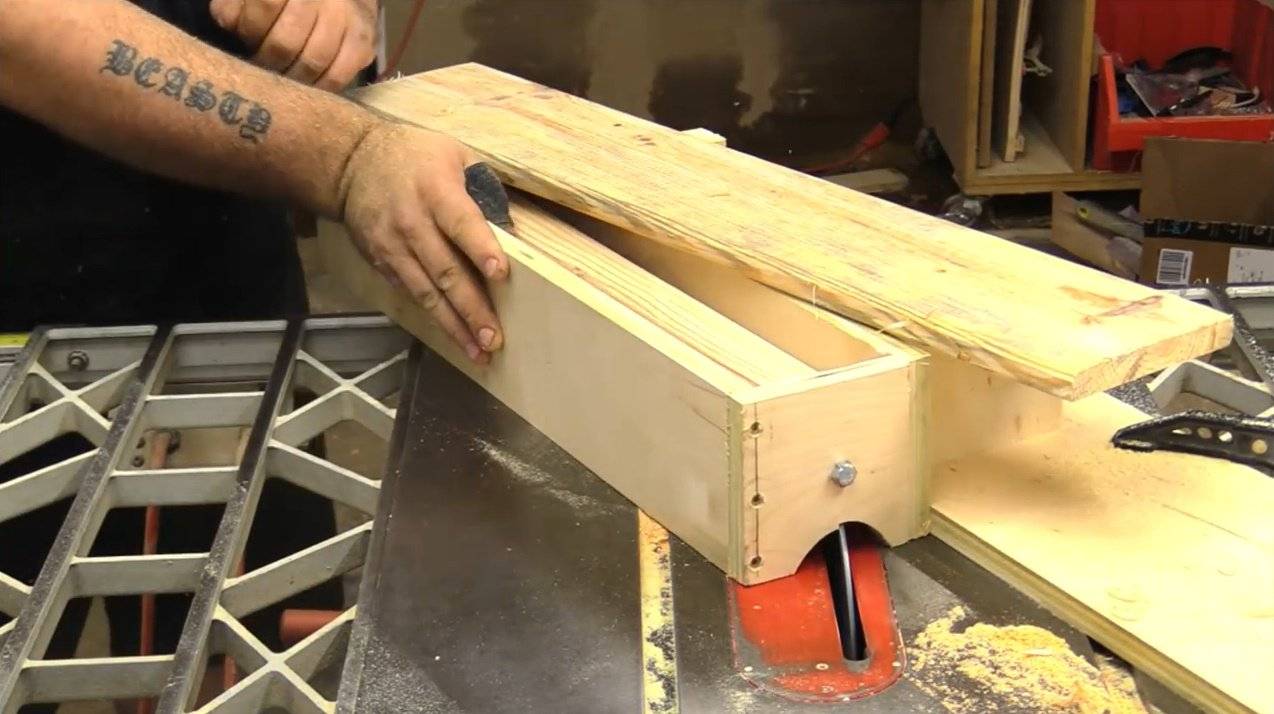
- Первым этапом при изготовлении вагонки является распиливание досок. Для этого нужно начертить на доске ориентировочную прямую линию, по которой будет производиться распиливание. Чтобы линия была хорошо видна, чертить ее лучше цветным карандашом.
- Далее следует положить доску на станок. Процесс распиливания происходит следующим образом. Нужно упереться туловищем в конец доски на уровне пояса и подталкивать ее вперед, в направлении пилы.
- Во время процедуры необходимо следить, чтобы линия, по которой осуществляется распиливание, была ровной. От этого зависит качество готового материала.
- По окончанию отпиливания одной стороны доски следует перестроить станок, а после обрезать другую сторону. Для этого линейку нужно установить на требуемую ширину. Аналогичным образом производится распиливание второй стороны.
- На втором этапе выполняется фугование. Целью данной процедуры является придание доскам гладкости и ровной поверхности. Для этого необходимо еще раз перестроить станок. Начинать строгание следует также с одной стороны. Случается так, что в процессе строгания доска сворачивается в спираль. В этом случае ее следует выбросить, поскольку для работы она уже не пригодна.
- Выполняя строгание, нужно подсчитывать количество раз, которое вы повели по столу доской. Это необходимо для достижения одинаковой толщины всех изделий. Каждую следующую доску нужно обработать аналогичное количество раз.
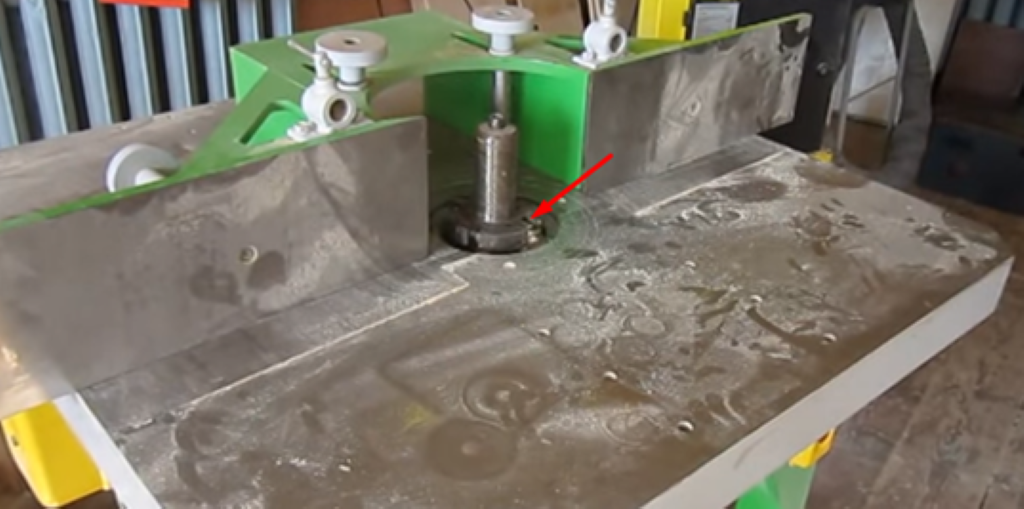
- Заключительный этап изготовления предполагает выпиливание в досках пазов. Выполняется это при помощи фрезы, но если ее нет в наличии, процедуру можно выполнить и с помощью другого инструмента. В этом случае потребуется пильный круг маленького размера, который устанавливается наискось.
- Далее следует установить требуемую глубину паза. После чего приступаем к работе и с обеих сторон доски выпиливаем пазы.
- Чтобы они имели одинаковое расстояние от струганной поверхности, нужно следить, чтобы доска во время всего рабочего процесса касалась линейки.
Изготовление вагонки
Профиль изделия составляют пазы и выступы с боковых сторон доски, вентиляционные желобки с внутренней стороны и элементы профиля с наружной – скругленные вырезы, выборка дерева и прочее.
Нарезку осуществляют с помощью фрез или циркулярной пилы.
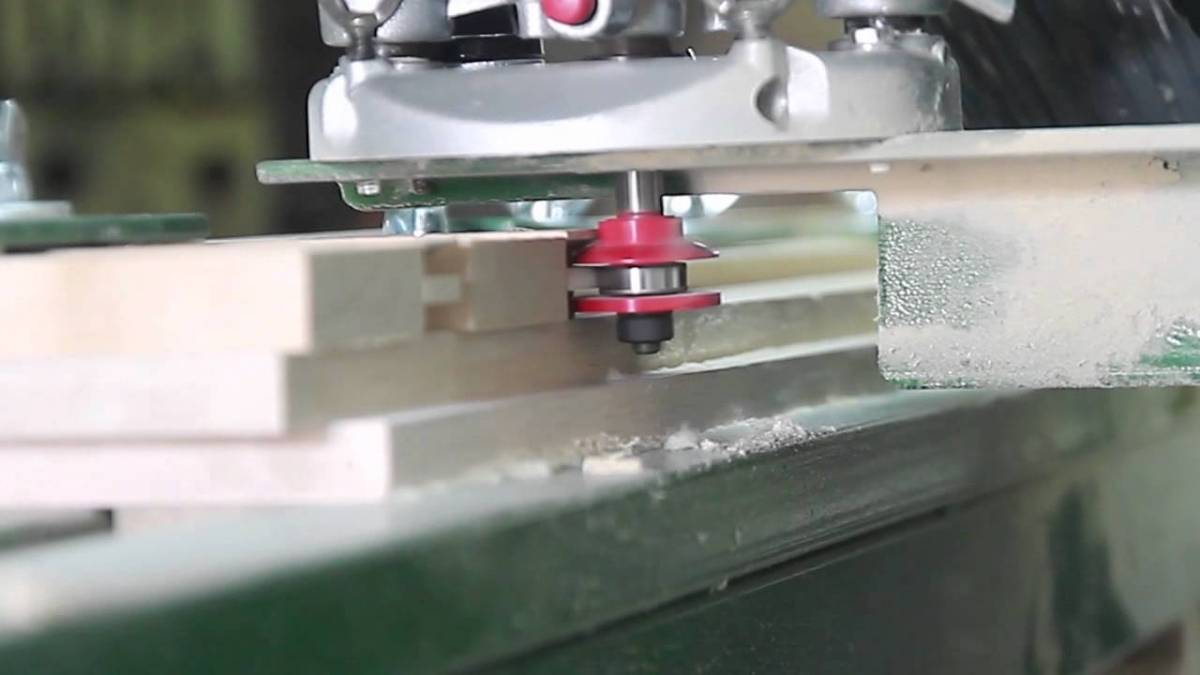
С помощью фрезера

Для формирования вагонки ручным фрезером нужно брать только подготовленные доски. Все операции выполняются при жесткой фиксации материала и режущего инструмент. Поэтому точность размеров имеет огромное значение.








Начинают работы с настройки: регулируют положение доски по отношению к ограничителю, фиксируют прижимными роликами с внутренней стороны.
Выставляют фрезу по высоте
Важно добиться того, чтобы обе фрезы находились на одинаковой высоте.
Заготовку ведут вдоль фрезы, вырезая паз с одной сторон доски. Затем меняют фрезу и формируют с другой стороны выступ такой же формы и размера.
С помощью циркулярки
Вагонку своими руками можно сделать и на циркуляре. Технология несколько сложнее
Здесь важно следить за углом наклона диска
- Регулируют положение диска так, чтобы можно было сделать зеркальные выборки на двух сторонах доски. При толщине доски в 20 мм выход диска составляет 10 мм, а дистанция до линейки тоже достигает 10 мм.
- Первый проход выполняют плашмя. Заготовку прижимают к боковому упору и прорезают канавку на половину толщины.
- Затем доску ставят на ребро и повторяют ту же операцию.
- Те же действия совершают с другой стороны торца.
Обработку лицевой части доски не выполняют. На циркуляре делают только достаточно грубую вагонку.
Процесс изготовления вагонки своими руками
Итак, начнем изготовление вагонки.
Пилим одну сторону доски

Прочерчиваем прямую линию, по которой будет пилиться боковина доски. Нужно использовать цветной цанговый карандаш (зеленый или синий). Если взять не цветной, то линию будет плохо видно, особенно если доска сырая или начала синеть.

Начнем пилить. Для этого доску кладем на стол станка и настраиваем ее таким образом, чтобы линия будущего распила была ровной. Упираемся туловищем на уровне пояса в конец доски и толкаем ее туловищем (а не руками) вперед на пилу. В процессе вы сами почувствуете, как у вас получается ровнее – наклоняя туловище вперед или двигая доску поясом. Главное в этом деле не спешить и не сворачивать с намеченной линии распила. Для удобства нужно приобрести пильный круг большого диаметра. Обязательно внимательно следите за доской, чтобы она не зажимала круг.
Соблюдайте правила техники безопасности
Помните о технике безопасности! Не надевайте одежду с развевающимися деталями, обязательно наденьте защитные очки, а на пилу должен быть надет кожух с расклинивателем, который обеспечивает дополнительную безопасность и удобство при распиле, поэтому его использование обязательно!

Отпиливая доски, смотрите, чтобы мотор не перегрелся! Чтобы не перенастраивать станок, сразу нужно нарезать много досок по одной стороне. В этой работе есть определенная опасность отпилить нечаянно что-нибудь не то, попав под усыпляющее действие монотонной работы.
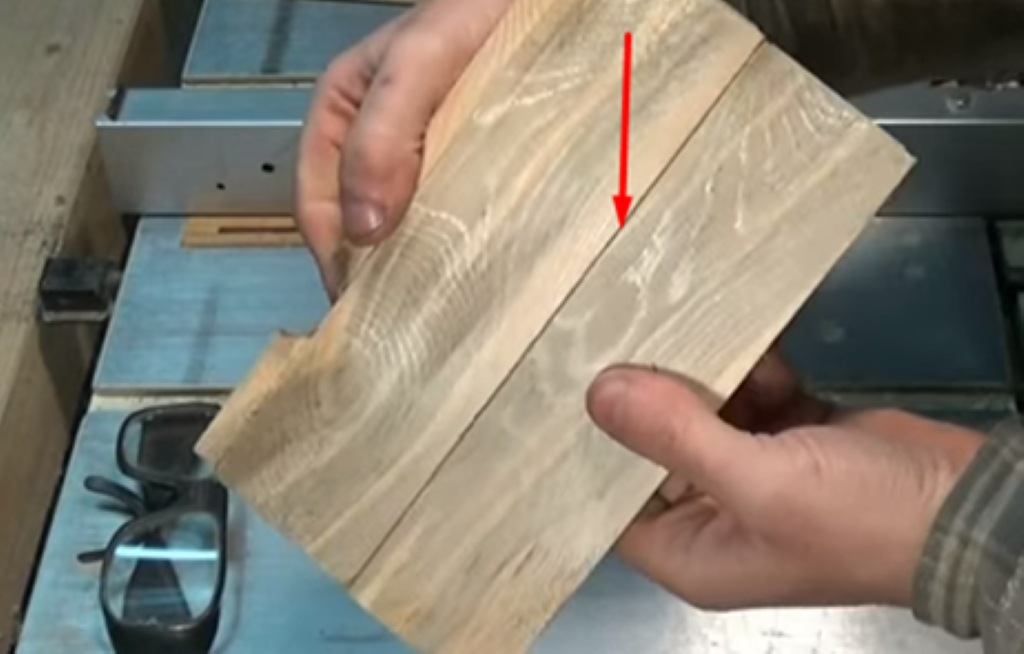
Пилим вторую сторону доски по линейке

Чтобы отпилить другую сторону досок, перестраиваем станок. Устанавливаем линейку на нужную ширину. Кстати, намного удобнее от фирменной линейки использовать угол на двух струбцинах.
Пилим вторую сторону досок по линейке. Берегите руки! Слегка раненый палец не столько болит, сколько пугает фонтаном крови и очень долго заживает.
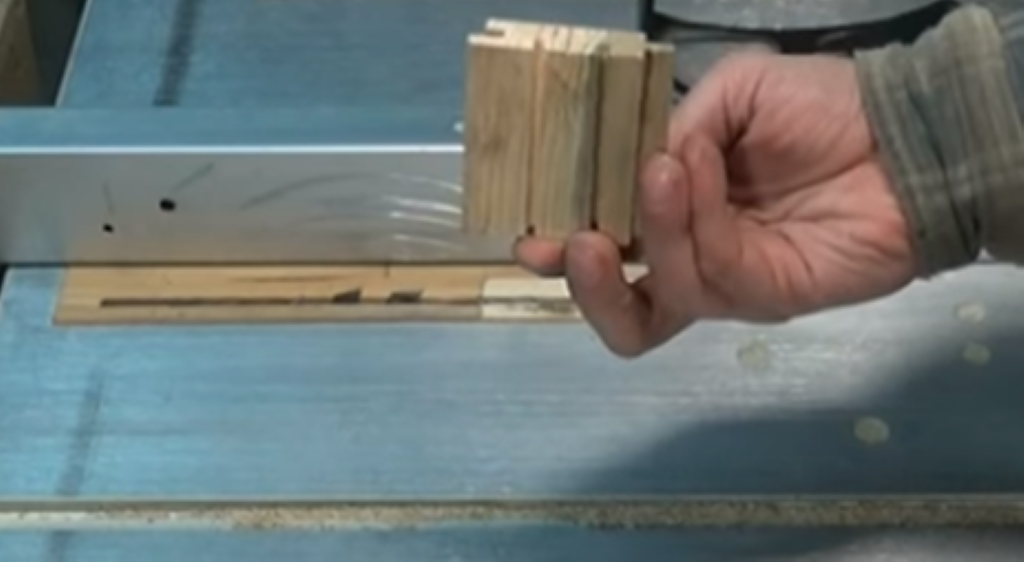
Если боковину пилить без линейки она получится уже той, которая пилилась под линейку. Откладываем такие доски в отдельную кучу, будем делать из нее рейки.
Как угадать нужную ширину рейки?
Хороший вопрос: «Как мы угадаем ширину рейки, когда продолжим работу на следующий день?». Ничего сложного — просто поставим небольшой кусок уже отпиленной вагонки и используем ее в качестве линейки. До миллиметра вымерять не будем, плотники такими мелочами не занимаются!
Фугование досок

Следующим этапом работы будет фугование досок. Это очень важная процедура, в результате которой доски стают ровными и гладкими.
Для этой цели опять перестраиваем станок. Строгаем доски опять все с одной стороны. Если доска при строгании свернулась в спираль, выбрасываем сразу — из нее уже ничего не получится. Чтобы все доски были одинаковыми по толщине, нужно считать, сколько раз вы провели каждой доской по столу и повторить это же количество раз с каждой следующей доской с таким же усилием
А с другой стороны, небольшая разница в толщине почти не заметна, ее никто кроме вас не увидит, да и вы вряд ли обратите внимание

Вот такой результат у нас получился.
Выпиливание пазов

Нам осталось сделать заключительную операцию — проделать в досках пазы. Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу.




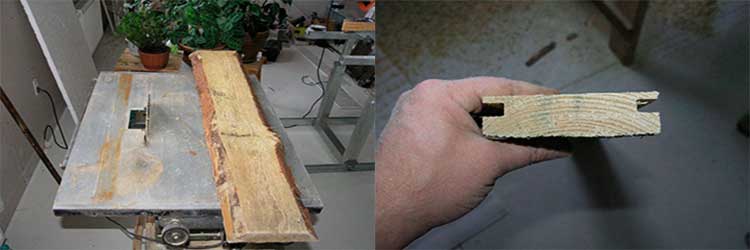





Устанавливаем линейку. Поднимая или опуская стол, устанавливаем нужную глубину паза. Выпиливаем пазы с обеих сторон доски. Следите за тем, чтобы доска все время касалась линейки, тогда пазы будут на одинаковом расстоянии от струганной стороны. Пазы не обязательно должны быть посередине доски, можно сделать их немного ближе к поверхности. В таком случае создается визуальное ощущение, что вагонка тоньше от ее реальной толщины.

Такая вагонка у нас получилась в результате.
ZMM Haskovo 4PM 180/4
 ZMM Haskovo 4PM 180/4 имеет все качества, чтобы понравится человеку, делающему первые шаги в деревообработке Австрийский станок ZMM Haskovo 4PM 180/4 – идеальный выбор для новичков благодаря ряду следующих имеющихся у него достоинств:
ZMM Haskovo 4PM 180/4 имеет все качества, чтобы понравится человеку, делающему первые шаги в деревообработке Австрийский станок ZMM Haskovo 4PM 180/4 – идеальный выбор для новичков благодаря ряду следующих имеющихся у него достоинств:
Удобная и простая в освоении система управления;
 На фото продемонстрирован простой и понятный интерфейс станка Haskovo , который быстро осваивается оператором
На фото продемонстрирован простой и понятный интерфейс станка Haskovo , который быстро осваивается оператором
Относительно небольшой вес и размеры;
 ZMM Haskovo 4PM 180/4 не нуждается в наличии большой свободной площади
ZMM Haskovo 4PM 180/4 не нуждается в наличии большой свободной площади
Высокое качество производимой продукции, не уступающее более дорогим и громоздким моделям.
Технические характеристики:
| Параметр | Значение |
| Допустимая ширина болванки | 0,7-18 см |
| Наименьшая длина болванки | 35 см |
| Скоростные возможности подающего механизма | 12 м в течение 60-и секунд |
| Количество оборотов, совершаемых шпинделем | 6000 в течение 60-и секунд |
| Мощность основного двигателя | 7500 Вт |
| Длина стола | 1,7 м |
| Уровень распространяемых звуков | 87 дБ |
| Масса | 1,9 т |
| Примерная цена | 300000-350000 рублей |






