Решение проблем на профессиональном уровне
При выборе метода восстановления ЛКП новички первым делом задумываются о самом лёгком и доступном средстве – аэрозольном баллончике с краской, лаком и прочими компонентами. Ведь расходы на покраску деталей машины таким способом очень небольшие, а технология простая. Тем не менее, качество при этом методе сильно страдает.
На то есть несколько причин:
- ЛКМ распыляется неравномерно;
- высокая вероятность подтёков из-за сильного насыщения струи краской;
- сложно угадать нужный колер;
- даже при одном и том же коде цвет содержимого в баллончике ЛКМ отличается у каждой партии;
- спустя несколько месяцев покрытие начинает менять цвет из-за воздействия ультрафиолетовых лучей;
- низкие эксплуатационные качества: не создаёт нужного уровня защиты для кузова от внешних факторов и легко поддаётся смыванию любыми растворителями.
А также можно попробовать другие методы борьбы с коррозией (преобразователь коррозии, грунтовку и прочие средства) или новые методы окрашивания.
Если выполнять работу качественно, в подготовленном помещении, где купировано наличие пыли в воздухе и активных воздушных масс, то покраска будет качественной. Если не соблюдать этих требований, то шагрени, пятен, прочих дефектов не избежать.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Покрасочный инструмент – пистолет
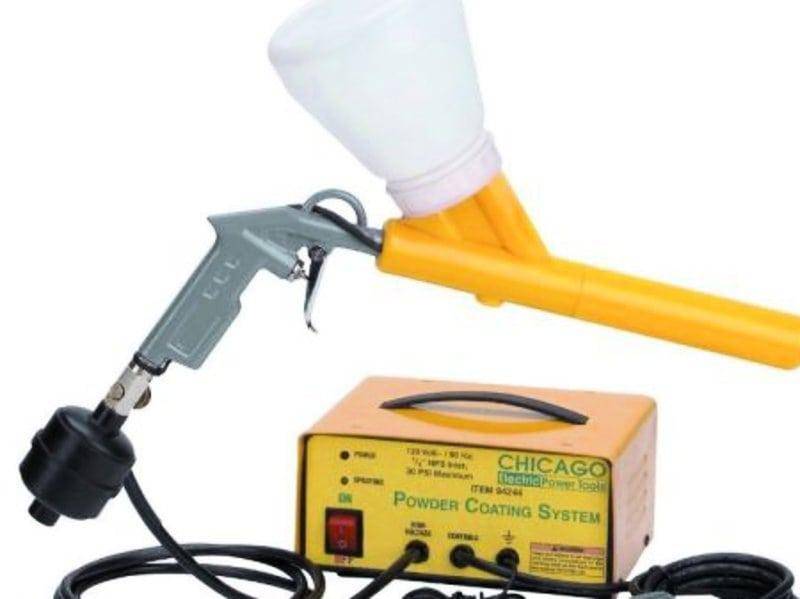
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Преимущества эмали для металла
Эмалями для металла – это высококачественные покрытия, которые наносятся на металлические поверхности с целью защиты от коррозии, износа и внешних воздействий. Они имеют ряд преимуществ перед порошковой краской и широко используются в различных отраслях, включая автомобильную, строительную и промышленную.
Одним из основных преимуществ эмали для металла является ее высокая стойкость к воздействию агрессивных факторов. Эмальный слой обладает защитными свойствами, что позволяет эффективно предотвращать проникновение влаги и химических реагентов на поверхность металла.
Кроме того, эмалями можно легко наносить на любую металлическую поверхность, благодаря их гибкости и хорошей адгезии к основе. Это позволяет создавать равномерное и эстетичное покрытие, сохраняя прочность и надежность защитного слоя.
Эмали для металла также обладают широкими возможностями в плане выбора цветовой гаммы. Оттенки можно подобрать в соответствии с индивидуальными предпочтениями заказчика или согласно корпоративному стилю. Это позволяет создавать уникальные и эстетически привлекательные изделия.
Важным преимуществом эмали для металла является ее долговечность. Качественное покрытие способно сохранять свою цветовую и структурную интегритетность на протяжении длительного времени, не подвергаясь выцветанию, трещинам или отслаиванию.
Описание
За несколько последних лет изготовители стремились сделать полиэфирную продукцию более безопасной и экологически чистой. В результате начали производить порошковые полиэфирные краски, имеющие высокие технические характеристики, но при этом обладающие меньшей токсичностью. Такие красители можно даже использовать для емкостей, контактирующих с пищевыми продуктами, а также для окрашивания предметов детской мебели, игрушек. Когда порошковая краска на основе полиэфиров высыхает, она остановится полностью безопасной, не выделяет в воздух вредных, токсичных веществ. Полиэфирные красители стали безопасными, при этом их стоимость увеличилась незначительно.
Данные составы имеют отличный показатель атмосферостойкости, обладают повышенной стойкостью к изнашиванию, стиранию, а также имеют хорошую механическую прочность. Эти смеси имеют разный показатель устойчивости к погодным явлениям, но в любом случае полиэфирные краски не хуже чем какие-либо другие порошковые краски. Красящие составы на основе полиэфирных веществ имеют отличную диэлектрическую способность, которая близка к показателю эпоксидной или эпоксидно-полиэфирной краски. Но устойчивость к воздействию щелочей у полиэфирных покрытий значительно ниже.

Чаще всего полиэфирная краска для металла наносится несколькими слоями, общая толщина покрытия составляет от 60 до 120 мкм. Окрашенная поверхность имеет глянцевый блеск. Данные красители имеют хороший показатель адгезии к разным металлам, даже к легким сплавам.
Это интересно: Водно-дисперсионная акриловая краска и ее технические характеристики
Устройство и виды электростатических краскораспылителей
Если сравнивать электростатические краскораспылители с традиционными, то общими чертами можно считать принцип работы материало — и воздухопроводящих каналов, а главными отличиями — наличие электрода, заряжающего ЛКМ, и высоковольтной системы, обеспечивающей наличие электрического потенциала на этом электроде. В дополнение к описанным выше принципиальным отличиям в конструкции краскораспылителей следует также отметить, что корпус традиционных краскораспылителей, как правило, изготавливается из стали или алюминия, в то время как в случае электростатических краскораспылителей корпус обычно выполняется из комбинации изолирующих и токопроводящих пластиков, для того чтобы максимально защитить маляра от поражения электрическим током.




Различают два типа высоковольтных систем электростатических краскораспылителей: классическую и каскадную. Рассмотрим их подробнее.
В случае классических (внешних) высоковольтных систем высокое напряжение постоянного тока подается непосредственно на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля. К достоинствам краскораспылителей, в которых используется классическая высоковольтная технология, относятся простота конструкции и отсутствие электронных элементов в корпусе краскораспылителя; сравнительно малый вес краскораспылителя; встроенная защита от короткого замыкания; меньшая стоимость краскораспылителя и хорошая ремонтопригодность, а к недостаткам — нестабильность высокого напряжения на электроде; отсутствие независимого выключателя электрического питания на краскораспылителе.
Принципы нанесения порошковой краски
Порошковая окраска коренным образом отличается от традиционной жидкой. Здесь процесс нанесения красящего вещества происходит не в виде вязкой субстанции (которая под действием механической энергии выбрасывается из сопла краскопульта), а в виде мельчайших частиц сухого красителя.
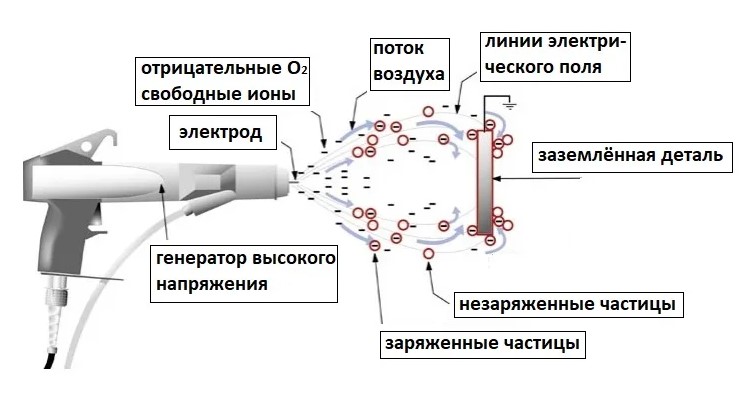
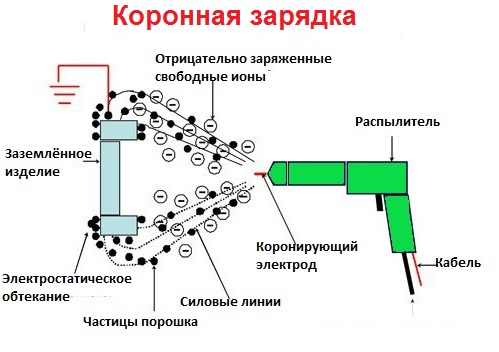
Прилипание частиц к окрашиваемой поверхности происходит из-за их электризации, в результате чего ими приобретается заряд, отличный от того, которым обладает поверхность. Далее всё происходит в соответствии с известным законом Кулона о притяжении разноимённых электрических зарядов. Сила электризации определяет прочность сцепления.
Приобретение изначально электрически нейтральными частицами положительного или отрицательного заряда может происходить двумя методами:
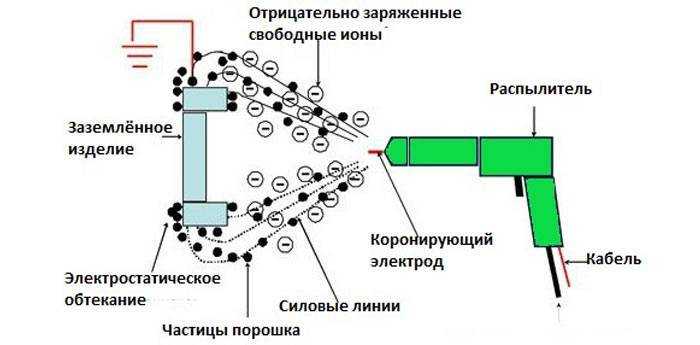
Электростатическим, когда частица порошка заряжается от внешнего источника. Поэтому порошковые пистолеты, реализующие этот принцип, называются электростатическими;
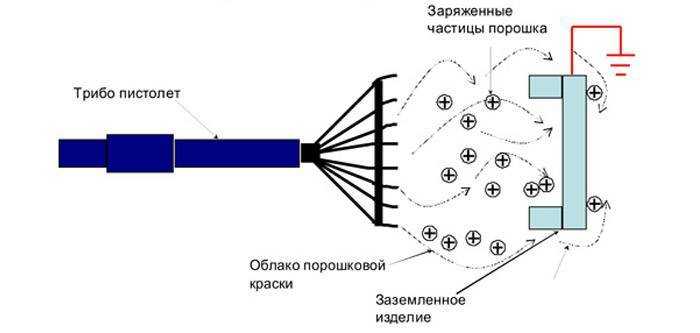
От кинетической энергии трения между смежными частицами, которые с большой скоростью вылетают из сопла красящего пистолета. Поскольку в этом случае используется трибостатический эффект, то и пистолеты получили такое же название.
Независимо от источника энергии, заряжающего порошок, равномерность уровня заряда приводит к тому, что оседание частиц красящего вещества происходит значительно более равномерно, и не связано с перепадами давления компрессора, усилием нажатия на курок и прочими факторами.
Кроме того, сухая порошковая краска более экологична, поскольку не содержит в себе токсичных органических растворителей. Тем не менее, при окрашивании рекомендуется пользоваться респиратором.
В применении порошковых красок имеются и ограничения. Например, с целью увеличения поверхностной активности окрашиваемой поверхности её рекомендуется подогревать до 150…200°С. В противном случае сила сцепления разноимённых зарядов уменьшается, что повлияет на долговечность.
Виды сухих красок
В состав сухих красок входят различные пигменты, смолы, наполнители и другие добавки.
В настоящее время порошковые красители используются во многих областях, а их число растет, поскольку индустрия активно развивается. Порошковые краски можно разделить на две группы – термореактивные и термопластичные.
В состав первых входит термореактивный пленкообразователь. В ходе покраски равномерный слой формируется в ходе химических реакций и плавления ее частиц.
В эту группу входит эпоксидная краска, полиуретановая и полиэфирная, которая содержит в себе смолу.
Полиэфирные красители хороши для окрашивания предметов во дворе дома, например, для детской площадки, поскольку погодные условия никак на нее не влияют, краска хорошо держится.
Эпоксидные эмали тоже очень стойкие, не растворяются, но могут пожелтеть, если перегреть окрашенное изделие.
Из-за избытка ультрафиолета самый верхний слой такой краски разрушается. Зато полиэфирно-эпоксидная краска не желтеет от избытка тепла и света, хотя состав у них похожий, может выдерживать более высокий градус.
Акрилатная сухая краска нужна для объектов, которые активно используются. Она выдерживает щелочи и высокую температуру, к тому же стойкая и долго сохраняет яркость.
Видео:
Полиуретановый порошковый краситель имеет блеск. Его лучше всего использовать на предметах, которые изнашиваются и постоянно подвергаются трениям для их защиты и сохранности.
И еще краситель имеет привлекательную особенность – с помощью него можно сделать эффект сжатого шелка, что хорошо смотрится в интерьере.
Такая краска водостойкая, не реагирует на растворители, жидкое топливо и различные минеральные масла.
Термопластичные красители более натуральные, но менее стойкие. Чаще всего они используются для монтажа внутри и снаружи дома, а также при покраске различных изделий и предметов для защиты от повреждений и коррозии.
Такой краской иногда окрашивают предметы интерьера и даже части стиральных и посудомоечных машин, чтобы предотвратить действие моющего средства.
Системы распыления
Чтобы понимать, в чем разница между разными типами пистолетов, нужно рассмотреть устройство и принцип действия. Итак, сжатый воздух поступает к устройству, через другой канал подается краситель из бочка. Когда краска пройдет через воздушную головку, воздух расщепит краску и сформирует факел. Давлением определяется тип покрасочного распылителя.









Существует несколько видов распылителей:
- HP – для высокого давления;
- HVLP – высокий объем при низком давлении;
- LVPL – низкий объем при низком давлении;
- HTE – высокая эффективность.
На видео: какой выбрать пистолет — HP. HVLP. LVPL.
Система HP
Данная система сегодня считается устаревшей. Пистолеты этого типа долго применялись для покраски авто в мастерских. Для их работы требуется давление в 3-4 атм. В момент распыления давления должно составлять примерно столько же.
Этим распылителям также требуется небольшой объем воздуха. Компрессор под них подбирать средней или низкой производительности. Факел – широкий, позволяющий равномерно наносить ЛКМ. Главный недостаток – невысокий коэффициент переноса ЛКМ на окрашиваемую поверхность.
Система HVPL
Эти инструменты широко распространены сегодня и применяются большинством профессиональных маляров. HVPL пистолет для покраски требует большой объем воздуха, а процесс распыления осуществляется при низких давлениях. Для работы пистолета необходимо от 2,5 до 3 атм. Процесс распыления осуществляется при давлении не выше 1 атм. За счет низкого давления при распылении краски почти вся она осядет на обрабатываемую поверхность.
Такие краскопульты отлично показали себя при работе с красками «металлик» и «перламутр». Среди недостатков – необходимость в производительном компрессоре и шланге с увеличенным диаметром, а также необходимость работы на расстоянии.
Система LVLP
Покрасочным пистолетом такого плана убирают недостатки рассмотренных выше распылителей. Разные производители для этой системы используют разные обозначения. Задача данных устройств сочетать малый расход воздуха с высоким процентом переноса ЛКМ на поверхность.
Работают пистолеты этой системы при давлении от 1,6 до 2 атм. Распыл краски осуществляется при давлении в 0,7-1,2 атм. Устройство потребляет меньше воздуха в сравнении с моделями HVLP. Это дает возможность значительно снизить мощность и производительность компрессора. Процент переноса ЛКМ на поверхность составляет более 70%.
Электрические покрасочные пистолеты
Наряду с пневматическим оборудованием существует и электрический краскопульт. Достоинство его в том, что для данной системы нет необходимости в компрессоре. Вместо него используется турбина. Профессиональные авто-маляра электрическим краскопультом не пользуются по причине его недостатков.
Заявлено, что при работе имеется большой расход краски. Дюзы, идущие в комплекте, слишком большие, чтобы покрасить авто. Даже если знать, как правильно красить, получить качественный результат не получится. Трудно отрегулировать подходящее давление, поэтому краска вылетает по-разному. В результате – шагрень и другие дефекты.
Какой краскопульт лучше, зависит от многих факторов. Для мастеров с опытом – профессиональный итальянский, для начинающих – тоже итальянский, но попроще. Однако при окраске пневматическим оборудованием результат будет во много раз лучше.
Расходы на порошковую краску:
Выбирая порошковую краску для окрашивания металлических поверхностей, следует учитывать ее расходы. Порошковая краска обладает высокой способностью к плотному покрытию, что позволяет существенно сократить расходы на материалы.
В отличие от эмали, порошковая краска наносится в виде порошка, который после осевания и нагревания превращается в пленку. Из-за этого порошковая краска экономичнее эмали, так как весь порошок, который не прикрепился к поверхности, можно собрать и повторно использовать.
Кроме того, порошковая краска легко наносится механизированным способом, что позволяет сэкономить на трудозатратах. Многие производители порошковых красок предлагают различные системы нанесения, которые позволяют улучшить процесс окрашивания и сократить расходы на краску.
Также следует отметить, что порошковая краска имеет высокую стойкость к внешним воздействиям, поэтому затраты на обслуживание и перекраску окрашенных поверхностей снижаются.
Знакомство с порошковой краской
Порошковая краска – это современное и эффективное покрытие, которое широко применяется для окрашивания металлических поверхностей. Она представляет собой смесь пигментов, смол и добавок, которая наносится на поверхность в виде порошка и фиксируется специальным технологическим процессом.
Преимуществами порошковой краски являются ее высокая стойкость к механическим повреждениям, агрессивным химическим веществам и воздействию ультрафиолета. Кроме того, это экологически чистый материал, не содержащий растворителей и других вредных веществ.
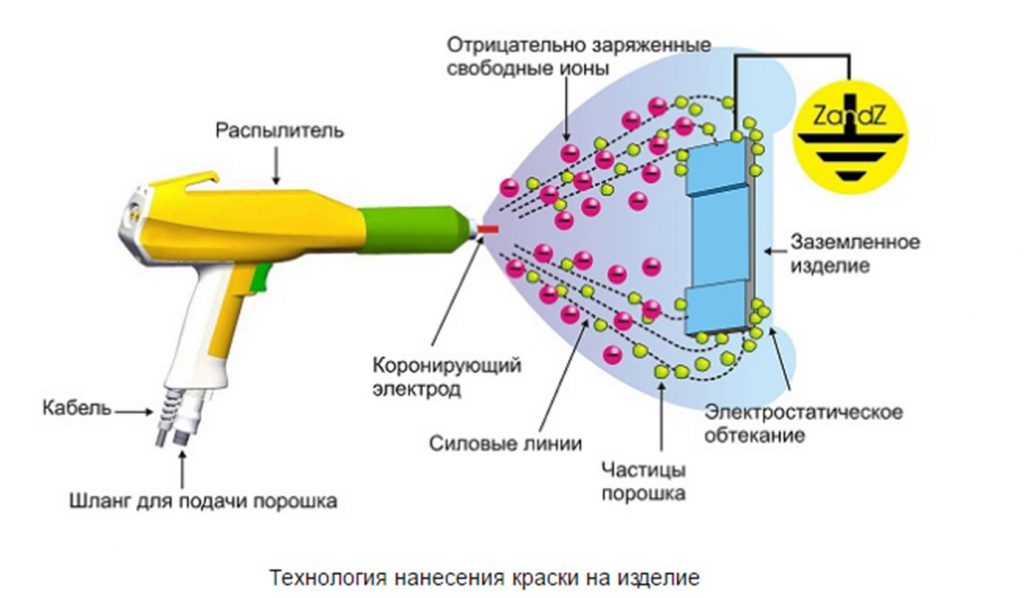
Для нанесения порошковой краски на металлическую поверхность необходимо использовать специальное оборудование – электростатический аппарат и печь для полимеризации. Сначала порошок наносится электростатическим способом, при котором краска электризуется и притягивается к металлу. Затем изделие помещается в печь, где происходит полимеризация – высушивание и отверждение порошка.
Порошковая краска обладает широким спектром цветов и оттенков, что позволяет создавать разнообразные декоративные эффекты. Также с ее помощью можно нанести практически любой рисунок или надпись на металлическую поверхность.
Итак, порошковая краска – это прочное, долговечное и эстетичное покрытие, которое позволяет защитить металл от коррозии и придать ему желаемый внешний вид. Она находит применение в различных отраслях промышленности и строительстве, а также в бытовых целях.
Способы получения
Новейшие технологии порошковой покраски металла позволяют благодаря своим инновационным методикам использовать несколько способов нанесения полимерных порошковых составов на поверхность металлических изделий:
- электростатическое напыление порошковой краски на металлоконструкции и на различные отдельные изделия из металла;
- напыление краски направленным потоком воздуха;
- комбинированный способ напыления, сочетающий электростатический приём и направленный поток воздуха;
- напыление с помощью открытого пламеня.
Электрическое напыление
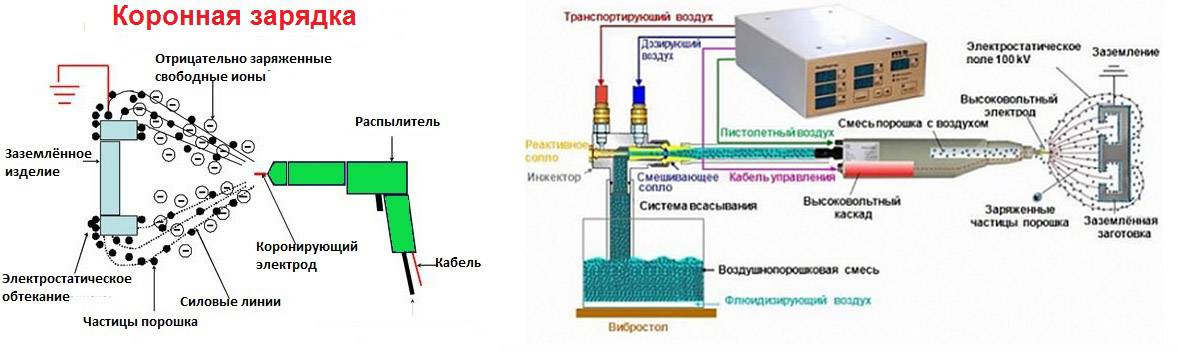
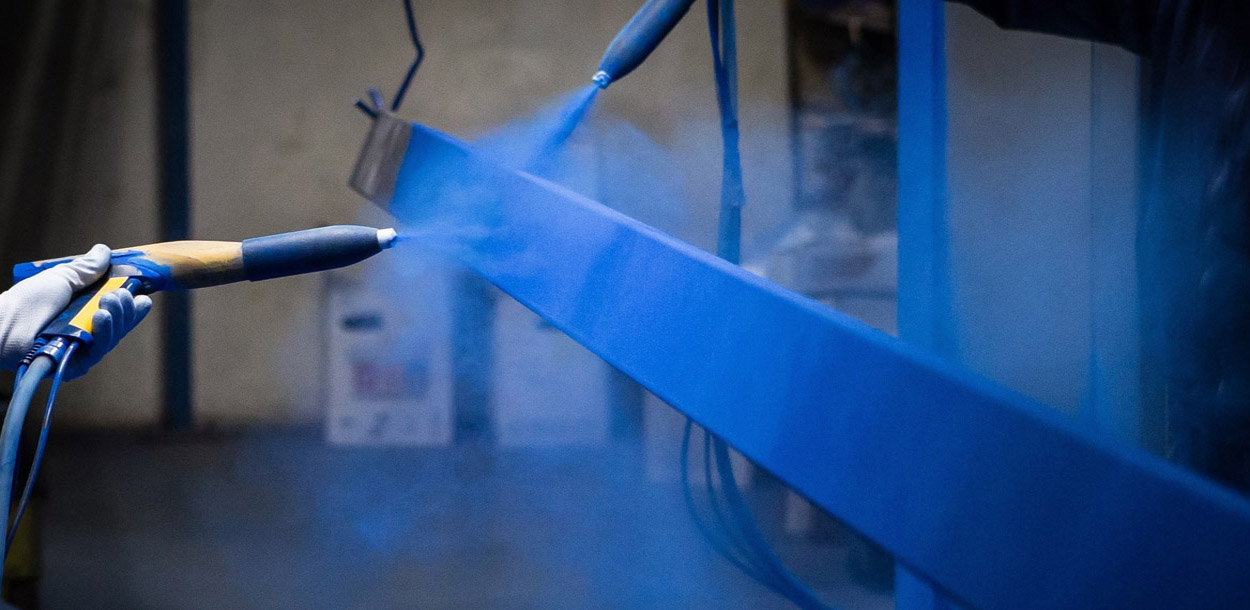
При этом способе полимерно-порошковая покраска получается с отличным качеством, а сами окрашенные изделия пользуются высоким спросом. При электростатическом напылении используется специальный распылитель, электростатический пистолет, который заряжает частицы полимера положительно. Сначала тщательно обезжиренные изделия помещается в покрасочную камеру, затем порошок полимера с помощью пневматического пульверизатора наносят на их поверхность. Температура в камере порошковой покраски, где выполняется покрытие, достигает 200 градусов. Надёжное прилипание частиц краски к поверхности металла происходит за счёт электростатического взаимодействия. Та часть порошка, которая не попала на горячий металл изделия, оседает на стенках камеры, осыпается вниз. Она затем периодически собирается специальным приёмником, расположенным под днищем камеры. Собранный порошок снова используется в покраске.
Нанесение направленным потоком воздуха
Сначала металлоконструкция в печи для порошковой покраски подвергается нагреву до требуемой температуры, затем потоком воздуха из пистолета для порошковой покраски происходит нанесение на неё полимерного состава. Частицы порошка, попадая на разогретый металл, плавятся и надёжно прилипают к нему. При этом образуется очень тонкая, но прочная защитная плёнка. Для того, чтобы прочность покрытия была максимальна, необходимо точно подобрать рабочую температуру металлических изделий. Влияет на процесс и площадь поверхности деталей, и сила электрического взаимодействия данного металла с частицами полимера. В заключении окрашенному изделию требуется дополнительная термическая обработка, которая надёжно закрепляет слой полимера на поверхности деталей.
Электростатическое напыление воздушным потоком
Этот способ покраски порошковой краской представляет собой симбиоз предыдущих способов нанесения покрытия. Частицы красящего полимера равномерно покрывают поверхность металлического изделия, так как сначала они получают электрических заряд в пистолете, а затем увлекаются направленным потоком воздуха к стенкам конструкции. Прокрываемые поверхности изделий электрически нейтральны за счёт прикреплённого заземления. Так обычно покрывают небольшие изделия с несложной поверхностной конфигурацией.
Пламенный способ окрашивания
Для этого способа изготавливают специальный полимерный порошок, который высоко термопластичен. В покрасочный аппарат вмонтирована газовая горелка, благодаря чему частицы полимера направляются к окрашиваемой поверхности уже не просто в потоке воздуха, а в раскалённых продуктах сгорания пропана.
При достижении поверхности металлических изделий эти частицы уже находятся в полу расплавленном состоянии, за счёт чего и образуется прочное покрытие. При этом методе исключается нагрев самой детали, что существенно экономит трудозатраты и расход электроэнергии. Этим методом выполняется напыление на массивные или уже установленные на место конструкционные элементы.
Во всех перечисленных случаях получения покрытий требуется точное соблюдение технологии порошковой покраски, так как при нарушении её основных требований можно получить легко отслаиваемые покрытия, недолговечные и неравномерные по толщине.
Смотрите видео электростатической покраски мебели из дерева
| Видео.1. Электростатическая покраска мебели из дерева |
Окрашиваемое изделие размещается на металлическом столе, к которому присоединён заземляющий кабель. Для того, чтобы попадающие на окрашиваемый объект заряды могли стекать через заземление, древесина или же нанесённый ЛКМ должны иметь определенную электрическую проводимость. Для проводимости древесины её влажность должна быть не менее 14%.






Рекомендуемое удельное |
Из-за того, что одинаково заряженные частицы отталкиваются друг от друга, в капельках возникает внутреннее расталкивание, имеющее следствием их дальнейшее разделение. Это измельчение не зависит от давления в системе, поэтому материал может быть хорошо распылён и при низком давлении. Однако, это накладывает ограничения на применение метода для нанесения материалов с высокой вязкостью.
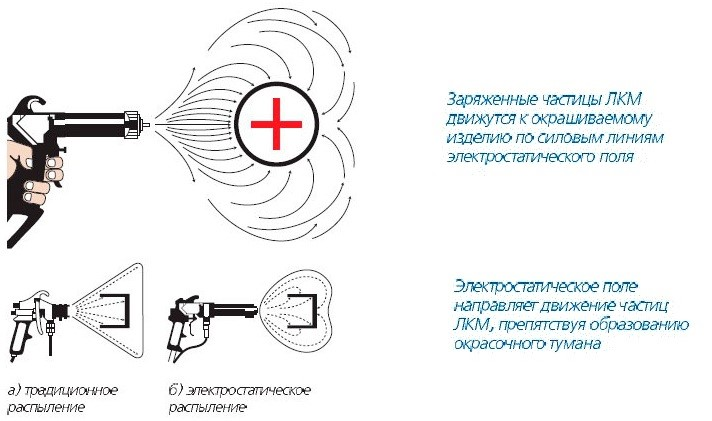
Заряженные частицы ЛКМ летят, направляемые электрическими силами, к заземлённому изделию, в том числе на тыльную его сторону. Это позволяет окружить изделие потоком материала и окрасить даже тыльную часть, тем самым ещё больше сокращая потери ЛКМ.
В случае стульев, например, на тыльную часть, попадает обычно до 30% материала, нанесённого на лицевую часть. Таким образом происходит направленный перенос ЛКМ от пистолета до поверхности детали, значительно сокращающий потери материала в случае решётчатых изделий, и повышающий тем самым производительность.
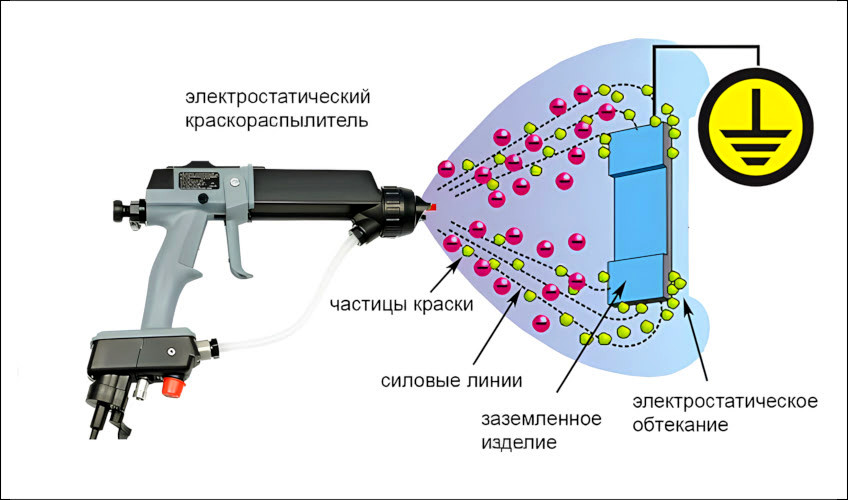
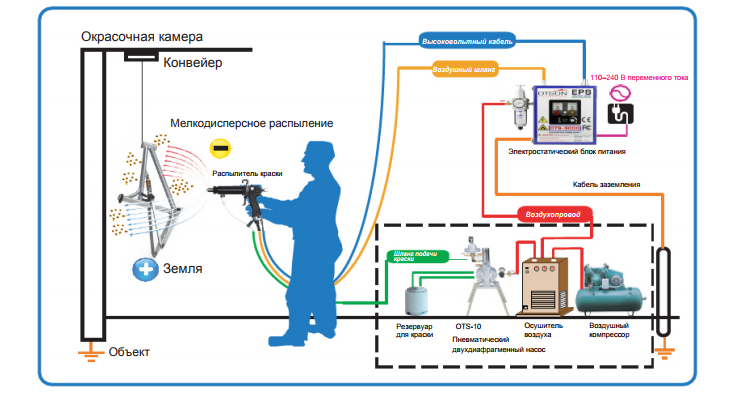
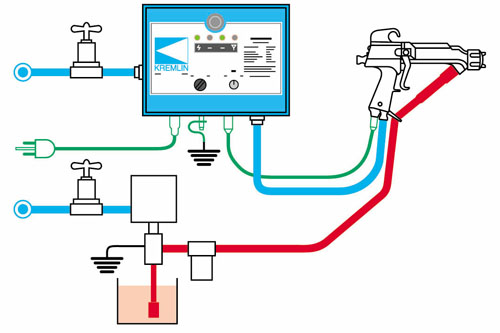
Пример системы распыления в электростатическом поле
Для примера, обычная система распыления в
электростатическом поле включает в себя насос подачи ЛКМ, краскораспылитель с двумя шлангами и блок питания.
Блок питания преобразует переменный ток 220 В в постоянный ток низкого напряжения (12 В), при этом предусмотрена регулировка выходного напряжения и система защиты, блокирующая высокое напряжение при приближении краскопульта к заземлённым поверхностям.
 |
|---|
| Рис. 2. Электростатическая система нанесения краски от фирмы Kremlin |
Маневренный, легкий кабель обеспечивает подачу низкого напряжения 12 В на миниатюрный высоковольтный генератор, встроенный в пистолет. Этот генератор создаст высокое напряжение на заострённом электроде, расположенном в области распылительной головки пистолета.
Регулировка на блоке управления дает возможность изменять высокое напряжение на электроде пистолета в пределах 20 000 – 85 000 В.
Применение технологии в России
Технология электростатической покраски характеризуется множеством достоинств. Однако в российских условиях применение электростатического распыления пока не нашло массового применения. Основная причина в отсутствии достаточного количества квалифицированных специалистов. Само по себе оборудование отличается сложным устройством, им надо уметь пользоваться, в противном случае вместо электростатического напыления краска будет распыляться обычным образом, что не даст планируемого эффекта.
Еще одна сложность — поиск ЛКМ с нужным уровнем электропроводности. Если показатель будет отличаться от заданного, его можно поменять, но в любом случае без исходной информации не обойтись. При этом выяснить уровень электропроводности зачастую невозможно ни у продавцов, ни у производителей. В результате единственный выход — покупка ЛКМ западного производства, которые существенно дороже отечественных образцов.
Следующий важный фактор — обеспечение качественного заземления. В большинстве случаев это условие должным образом не выполняется. При отсутствии же заземления маляр будет красить не только поверхность, но и самого себя.
Электростатическая окраска, безусловно, имеет большие перспективы применения. В продаже имеется необходимое оборудование, а технология является хорошо изученной. Однако для большего распространения нанесению краски электростатическим способом нужно специально обучаться, а затем проверять знания на практике.






